






Précision d'une BZT
+4
Hervé-34
SD 31
karnalta
El Zorro
8 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: Précision d'une BZT
Re: Précision d'une BZT
![]() dh42 Mar 21 Avr 2015 - 21:25
dh42 Mar 21 Avr 2015 - 21:25
RE
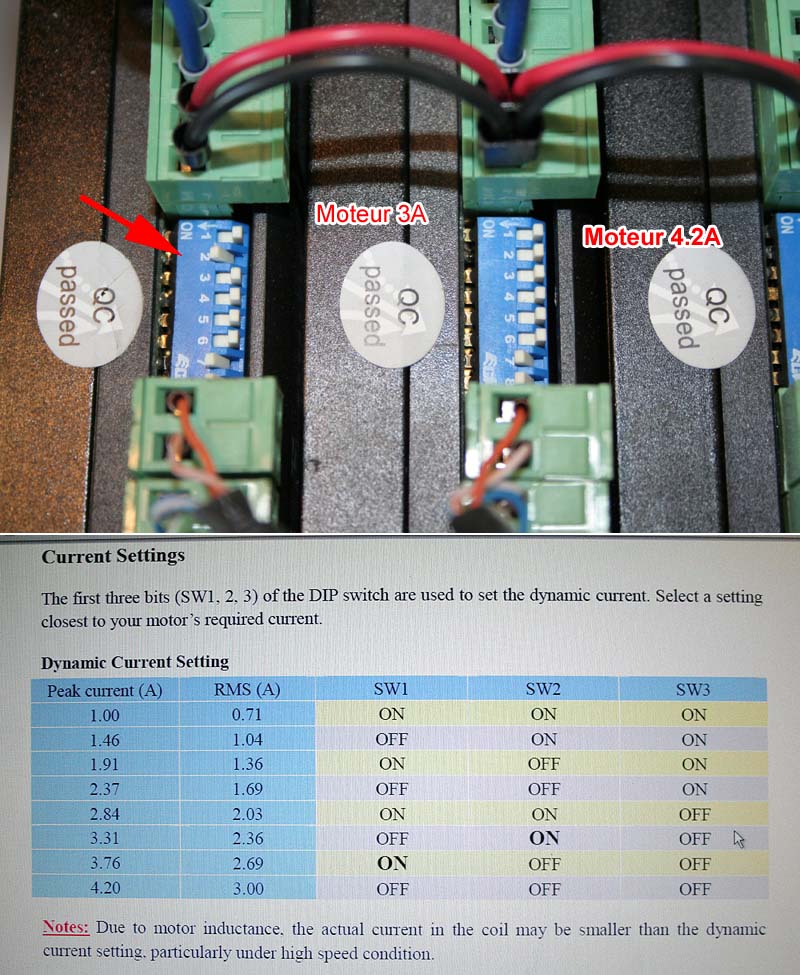
Avec des vis de 10 en prise directe et les drivers sur 1/8 de pas comme il sont réglés d'origine, tu devrais avoir un step/per de 160 pour XY et de 320 sur le Z (pas de 5) ..

réglage des drivers (celui de droite pour tes moteurs)
++
David
Avec des vis de 10 en prise directe et les drivers sur 1/8 de pas comme il sont réglés d'origine, tu devrais avoir un step/per de 160 pour XY et de 320 sur le Z (pas de 5) ..
réglage des drivers (celui de droite pour tes moteurs)
++
David
dh42- Admin

- Messages : 25661
Date d'inscription : 21/06/2009 -


Re: Précision d'une BZT
![]() SD 31 Mer 22 Avr 2015 - 5:21
SD 31 Mer 22 Avr 2015 - 5:21
Salut
ok je vais regler sensiblement pareil moi avec ninos les reglages sont quasiment identique.
en tous cas merci
steph
ok je vais regler sensiblement pareil moi avec ninos les reglages sont quasiment identique.
en tous cas merci
steph

SD 31- acharné du forum

- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() SD 31 Mar 28 Avr 2015 - 6:33
SD 31 Mar 28 Avr 2015 - 6:33
Salut
j'ai une petite question comment se graisse les vis à bille, j'ai pas de graisseur sur le palier des vis.
En ce moment je me tire les cheveux, déjà que j'en ai pas beaucoup lol ... avant l'alu sa s'usiner pas mal en passe de 1mm à 1200 mm/min.
Maintenant même à 600 mm/min avec une passe de 0.5 mm sa me fais un bruit du diable. Et la les cotes se sont vraiment dans les choux...
Seul truc que j'ai changé c'est la machine monter sur le châssis, et le gars de sorotec m'avais demandé de dé-serrer le portique pour régler la perpendicularité. Je vais revoir mes serrage. j'ai peu être oublier quelque chose
Stéph
A+
j'ai une petite question comment se graisse les vis à bille, j'ai pas de graisseur sur le palier des vis.
En ce moment je me tire les cheveux, déjà que j'en ai pas beaucoup lol ... avant l'alu sa s'usiner pas mal en passe de 1mm à 1200 mm/min.
Maintenant même à 600 mm/min avec une passe de 0.5 mm sa me fais un bruit du diable. Et la les cotes se sont vraiment dans les choux...
Seul truc que j'ai changé c'est la machine monter sur le châssis, et le gars de sorotec m'avais demandé de dé-serrer le portique pour régler la perpendicularité. Je vais revoir mes serrage. j'ai peu être oublier quelque chose
Stéph
A+
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() dh42 Mar 28 Avr 2015 - 15:28
dh42 Mar 28 Avr 2015 - 15:28
Salut,
Non, il n'y a pas de graisseurs sur les paliers (qui ne sont que de simples roulements en fait), il n'y en a que sur les écrous à billes.
++
David
j'ai une petite question comment se graisse les vis à bille, j'ai pas de graisseur sur le palier des vis.
Non, il n'y a pas de graisseurs sur les paliers (qui ne sont que de simples roulements en fait), il n'y en a que sur les écrous à billes.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Jeu 30 Avr 2015 - 5:34
SD 31 Jeu 30 Avr 2015 - 5:34
Salut a vous
j'avance un peux dans ma calibration, mon problème de vibration et du à une fraise qui avait une dent cassé. par contre mon souci de cote ben je l'ai toujours mais seulement en détourage intérieur. si par exemple je fais un cercle de 22 mm en détourage extérieur dans une poche carré de 30*30 mm, le cercle sera à la bonne coté, par contre la poche je serai vers 29.9 environ.
A+
Steph
j'avance un peux dans ma calibration, mon problème de vibration et du à une fraise qui avait une dent cassé. par contre mon souci de cote ben je l'ai toujours mais seulement en détourage intérieur. si par exemple je fais un cercle de 22 mm en détourage extérieur dans une poche carré de 30*30 mm, le cercle sera à la bonne coté, par contre la poche je serai vers 29.9 environ.
A+
Steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() Zarkann Jeu 30 Avr 2015 - 15:03
Zarkann Jeu 30 Avr 2015 - 15:03
Bonjour à tous
Pour le delta entre la mesure du diamètre de fraise et la côte obtenu, il faut savoir qu'il est rare d’obtenir la côte exact car plusieurs élément influe sur l'usinage:
- Le calibrage de la machine
- La matière
- L'affutage de la fraise (usure, angle de coupe, etc...)
- Le travail en avalant ou en opposition
Pour le calibrage des CNC sous mach3 j'avais fait un tutoriel qui pourra peut être t'intéresser
Calibrage BZT 1000PX sous mach3
Pour le reste il faut corriger le diamètre de l'outil dans Cambam en trichant.
Il existe une fonction dans mach3 qui permet de corriger le diamètre des outils en utilisant les fonction G41 et G42 (relativement compliqué a mettre en œuvre).
@++ Eric
Pour le delta entre la mesure du diamètre de fraise et la côte obtenu, il faut savoir qu'il est rare d’obtenir la côte exact car plusieurs élément influe sur l'usinage:
- Le calibrage de la machine
- La matière
- L'affutage de la fraise (usure, angle de coupe, etc...)
- Le travail en avalant ou en opposition
Pour le calibrage des CNC sous mach3 j'avais fait un tutoriel qui pourra peut être t'intéresser
Calibrage BZT 1000PX sous mach3
Pour le reste il faut corriger le diamètre de l'outil dans Cambam en trichant.
Il existe une fonction dans mach3 qui permet de corriger le diamètre des outils en utilisant les fonction G41 et G42 (relativement compliqué a mettre en œuvre).
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Précision d'une BZT
![]() dh42 Jeu 30 Avr 2015 - 17:16
dh42 Jeu 30 Avr 2015 - 17:16
Salut,
Oui, et la PF c'est léger pour usiner de l'alu, donc flexions ; il faut penser à faire une passe de finition avec une faible passe latéral pour finir et rattraper les flexions.
De ce que j'ai pu en juger, la PF est précise et ne se dérègle pas dans le temps ; si tu a des problèmes de cotes c'est en grand partie lié à la flexion et au phénomènes cités par Eric.
Dans le bois, sur une découpe intérieur, je peux avoir un écart de 2/10 sur mes cotes intérieur suivant que je travaille en avalant ou en opposition.
Méfie toi aussi des fraise E-Bay, les Ø ne sont pas vraiment précis
Sur CamBam, dans les usinages de poches, pense à utiliser le paramètre "Recouvrement dernière passe" pour définir une dernière passe (en latérale), très fine, genre 2 à 3/100 ieme. Si ta fraise est assez longue (longueur taillée), tu peux, en plus, mettre "Dernière passe à profondeur maxi." sur Vrai, de cette manière ta dernière passe très fine en largeur, sera par contre prise sur toute la hauteur d'usinage et "effacera" les traces laissées par les multiples niveaux d'usinage.
++
David
Oui, et la PF c'est léger pour usiner de l'alu, donc flexions ; il faut penser à faire une passe de finition avec une faible passe latéral pour finir et rattraper les flexions.
De ce que j'ai pu en juger, la PF est précise et ne se dérègle pas dans le temps ; si tu a des problèmes de cotes c'est en grand partie lié à la flexion et au phénomènes cités par Eric.
Dans le bois, sur une découpe intérieur, je peux avoir un écart de 2/10 sur mes cotes intérieur suivant que je travaille en avalant ou en opposition.
Méfie toi aussi des fraise E-Bay, les Ø ne sont pas vraiment précis
Sur CamBam, dans les usinages de poches, pense à utiliser le paramètre "Recouvrement dernière passe" pour définir une dernière passe (en latérale), très fine, genre 2 à 3/100 ieme. Si ta fraise est assez longue (longueur taillée), tu peux, en plus, mettre "Dernière passe à profondeur maxi." sur Vrai, de cette manière ta dernière passe très fine en largeur, sera par contre prise sur toute la hauteur d'usinage et "effacera" les traces laissées par les multiples niveaux d'usinage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Mar 5 Mai 2015 - 2:36
SD 31 Mar 5 Mai 2015 - 2:36
bonsoir
je viens de trouver d'ou venais mon erreur j'ai fais plusieurs essai dans de l'alu avec une fraise de 3 et de 6 avec 1mm de passe en fesant des cercles et des carré en poche et en détourage intérieur et extérieur, et j'avais toujours la même dérive en mesurant les cotes intérieur.
Et je me suis posai la question qu'est ce qui change entre mon usinage intérieur est extérieur ?? et ben c'est la mesure avec mon pied a coulisse.
c'est mon pied a coulisse qui est faussé, j'ai fais des mesures avec des cale étalon et j'ai les même erreurs.
oufff enfin
la srt 1110 pour le moment marche pas trop mal, elle est vraiment costaud pour la monter sur le bâti on était 3 et c'est vraiment limite on en a bavé.
merci
Steph
je viens de trouver d'ou venais mon erreur j'ai fais plusieurs essai dans de l'alu avec une fraise de 3 et de 6 avec 1mm de passe en fesant des cercles et des carré en poche et en détourage intérieur et extérieur, et j'avais toujours la même dérive en mesurant les cotes intérieur.
Et je me suis posai la question qu'est ce qui change entre mon usinage intérieur est extérieur ?? et ben c'est la mesure avec mon pied a coulisse.
c'est mon pied a coulisse qui est faussé, j'ai fais des mesures avec des cale étalon et j'ai les même erreurs.
oufff enfin
la srt 1110 pour le moment marche pas trop mal, elle est vraiment costaud pour la monter sur le bâti on était 3 et c'est vraiment limite on en a bavé.
merci
Steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() dh42 Mar 5 Mai 2015 - 15:28
dh42 Mar 5 Mai 2015 - 15:28
Salut,
Ah Ah ! le truc bête
Je viens de voir aussi que je me suis un peu mélangé dans les réponses concernant les graisseurs ; je parlais de la PF et je n'ai pas vu que ce n'était plus la même personne qui posait des questions
Sur la SRT, je ne sais pas du tout, mais en principe, chaque patin INA devrait avoir son graisseur aussi.
++
David
Ah Ah ! le truc bête
Je viens de voir aussi que je me suis un peu mélangé dans les réponses concernant les graisseurs ; je parlais de la PF et je n'ai pas vu que ce n'était plus la même personne qui posait des questions
Sur la SRT, je ne sais pas du tout, mais en principe, chaque patin INA devrait avoir son graisseur aussi.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Mar 5 Mai 2015 - 19:27
SD 31 Mar 5 Mai 2015 - 19:27
Salut
Oui sur la SRT j'ai des graisseur sur les patins mais pas les sur vis à bille. les chariots sont des isel GL 20CA.
Steph
Oui sur la SRT j'ai des graisseur sur les patins mais pas les sur vis à bille. les chariots sont des isel GL 20CA.
Steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() SD 31 Dim 10 Mai 2015 - 15:59
SD 31 Dim 10 Mai 2015 - 15:59
Salut
Une petite video de la fabrication des vis à bille isel
https://www.youtube.com/watch?v=1eJ3ZkZ-2Gs
Maintenant on voit mieux comment sa marche
Une petite video de la fabrication des vis à bille isel
https://www.youtube.com/watch?v=1eJ3ZkZ-2Gs
Maintenant on voit mieux comment sa marche
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() meles Dim 10 Mai 2015 - 16:57
meles Dim 10 Mai 2015 - 16:57
SD 31 a écrit:Maintenant on voit mieux comment sa marche
Et on voit mieux pourquoi c'est pas donnée
@+

meles- Admin
- Messages : 14933
Points : 21890
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Précision d'une BZT
![]() dh42 Dim 10 Mai 2015 - 19:10
dh42 Dim 10 Mai 2015 - 19:10
Salut,
Balaise la machine à mesurer
++
David
Balaise la machine à mesurer
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Dim 10 Mai 2015 - 23:09
SD 31 Dim 10 Mai 2015 - 23:09
Oui c'est vrai, je pense que c'est ce qui diffère des vis chinoise.
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» INSTALLATION ET PARAMETRAGE CNC XHC MK4-ET-T8S
» Decoupe dune plaque en fonte
» restauration anciennes machines bois Guillet & Fils
» Un équipement pour mon tour à métaux multirex
» Porte fenetre 48mm
» Decoupe dune plaque en fonte
» restauration anciennes machines bois Guillet & Fils
» Un équipement pour mon tour à métaux multirex
» Porte fenetre 48mm
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum