






Tanto en bois
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

 Re: Tanto en bois
Re: Tanto en bois
![]() dh42 Ven 17 Oct 2014 - 0:40
dh42 Ven 17 Oct 2014 - 0:40
Après recherches, j'ai trouvé:
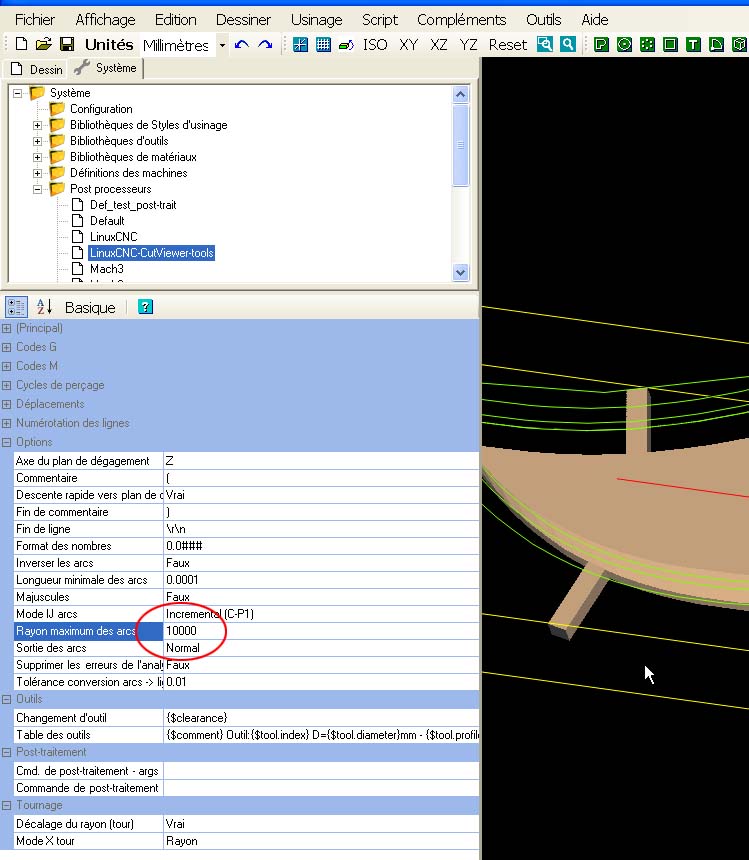
il te faut modifier un paramètre sur le post pro LinuxCNC-cutviewer-tools (et sauver le PP)
descend la valeur de 100000 à 10000 pour le rayon maxi des arcs et tout devrait marcher correctement.
Edit: et passe Hauteur de plongée en rapide sur 3 au lieu de -1 pour éviter les autres alertes qui se produisent si tu ne fait pas de contour.
++
David
Dernière édition par dh42 le Ven 17 Oct 2014 - 0:53, édité 1 fois
dh42- Admin

- Messages : 25661
Date d'inscription : 21/06/2009 -


Re: Tanto en bois
![]() beni Ven 17 Oct 2014 - 0:49
beni Ven 17 Oct 2014 - 0:49
Cette valeur est utilisée lors de la descente vers la surface de la pièce ou vers le prochain niveau d'usinage. Si à 0 (par défaut), c'est la valeur de Vitesse d'avance en plongée qui est utilisée, (ce qui peut être péniblement lent)
Si une valeur différente de 0 est spécifiée, l'axe Z descendra en rapide (G0) jusqu'à cette distance au-dessus du prochain niveau d'usinage. Cela peut réduire le temps d'usinage de façon significative sur certaines opérations.
Nouveauté 0.98N
La valeur par défaut est (-1) ce qui active le mode automatique ; la hauteur de plongée en rapide devient égale à une unité mineure de la grille.
du coup si je mets 1 la fraise va descendre en rapide jusqu'à 1mm de l'endroit où l'on en est de l'usinage c'est ça ?

beni- complétement accro

- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() dh42 Ven 17 Oct 2014 - 0:51
dh42 Ven 17 Oct 2014 - 0:51
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() dh42 Ven 17 Oct 2014 - 1:06
dh42 Ven 17 Oct 2014 - 1:06
La polyligne 26 du contour à probablement été extraite de l'objet 3D car elle est assez "dégeu" , tu peux le voir si tu dbl clic dessus pour voir les points (et avec un bon zoom) ; il y a pas mal de points qui se chevauche presque et beaucoup de traits qui pourraient être remplacé par un arc.
Un simple "insérer des arcs" avec une tolérance à 0.1 te fait une ligne bien plus propre et supprime l'erreur même avec la valeur de 100000 du PP (mais à changer quand même dans le PP, car ça se reproduira fatalement un jour ou l'autre si CV ne supporte pas)
A lire ou relire (je crois que tu vas avoir besoin d'un treees long hiver
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Prepare_dessins.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() F6FCO Ven 17 Oct 2014 - 15:00
F6FCO Ven 17 Oct 2014 - 15:00
Opérations nettoyage/traitement des lignes: il faut que je replonge le museau das cette affaire
En ce qui concerne le paramètre ebauche/finition je n'y faisais pas attention parce que dans les commentaires en dessous il est spécifié non utilisé en fraisage pour l'instant. Je le réglerais dorénavant.
La polyligne 26 effectivement à été créée à partir avec l'option Silhouette, bien pratique
Un truc qui me chipote, pour l'ébauche de la lame çà va, çà copote, mais pour celle de la poignée en ayant pris 2mm de passe la fraise se balade juste en "caressant" le bois, ce qui a pris pas mal de temps.
Entre tout juste pour faire la face arrière çà a pris environ 3 heures

Quelques vidéos et photos, cet aprem je fais la gravure NTJ et je le détache.
C'est super quand on commence à voir à travers


Seul petit défaut, un coup de fraise dans sur la poignée suite à une bêtise de ma part au redémarrage après la disjonction du secteur.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() dh42 Ven 17 Oct 2014 - 15:37
dh42 Ven 17 Oct 2014 - 15:37
Cool, ça rend bien
détourage: passe ton inc de passe à 3.17 (9.5/3)
poche1: passe l’incrément de 1mm à 3.5
ebauche lame: la tu fait du travail pour rien, tu a déjà une poche qui descend à -7 et ton op 3D part à 0 ; il faut qu'elle démarre à -7, donc surface pièce = -7, profondeur finale -12 et incr de passe 2mm
ébauche poignée: incr de passe 3mm
ça devrait déja aller plus vite.
je te met le fichier en PJ
en simulant sur Mach3 pour ton fichier (sans le détourage bug) il me donne un temps d'usinage de: 1h08 ; sur le mien: 27 min
EDIT: une résolution de 0.1 avec une fraise de 8, c'est pas bon ; ça te fait 0.1*8 = 0.8 mm seulement de précision de suivi de la forme 3D si on regarde les parcours avec le filtre il y a des rentre dedans sur la forme 3D (note qu'augmenter la résolution ne change rien au temps d'usinage, seul le temps de calcul augmente) ça pose aussi parfois problème pour détecter le bords de la pièce, surtout avec un STL pas trop propre. essaye resol à 0.01 ; ça te fera une précision de suivi de 0.08mm ce qui est déjà mieux.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() beni Ven 17 Oct 2014 - 18:58
beni Ven 17 Oct 2014 - 18:58
Je vois que tu as commencé par un contour, tu n'as pas eût de souci ? perso je le fais en dernier, je pensais que ça pouvais poser problème.
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() dh42 Ven 17 Oct 2014 - 19:07
dh42 Ven 17 Oct 2014 - 19:07
Comme il l'a expliqué plus haut le contour c'était pour résoudre le problème de collision détectée par CV, qui en fait n'était qu'un problème d'interprétation du Gcode par cutviewer et non des parcours erronés.
pour la poche, je ne connais pas la raison.
Je vois que tu as commencé par un contour, tu n'as pas eût de souci ? perso je le fais en dernier, je pensais que ça pouvais poser problème.
et oui, il faut faire la découpe en dernier pour que la pièce se tienne ; et quand je dis en dernier, c'est non seulement en tant que dernière opération, mais aussi sur la dernière face
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() beni Ven 17 Oct 2014 - 19:14
beni Ven 17 Oct 2014 - 19:14
Comme il l'a expliqué plus haut le contour c'était pour résoudre le problème de collision détectée par CV
autant pour moi j'ai pas été très studieux sur ce coup
il faut faire la découpe en dernier pour que la pièce se tienne
c'est bien ce qu'il me semblait ! aie aie aie j'en connais un qui va se faire taper sur les doigts
édit : je ne l'ai pas dit mais le tanto est quand même bien sympa
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() F6FCO Sam 18 Oct 2014 - 14:53
F6FCO Sam 18 Oct 2014 - 14:53
A titre d'entrainement je vais tout refaire avec le STL propre.
Beni, le contour avait été réglé pour descendre en profondeur juste au dessus des attaches. L'espace entre les attaches à été ensuite creusé avec la fraise hémi dans l'op 3D.
En effet, j'avais modélisé le couteau en trois parties, la lame, la garde et la poignée, c'est plus simple dans sketchup pour les créations de peau.
J'ai eu un petit décalage en X sur les deux faces, certainement à cause de la coupure de courant à la maison pendant l'usinage et une reprise des zéros un peu à l'arrache. Je vais prendre l'habitude de noter les distances de mes origines pièce par rapport aux OM à chaque début d'usinage. LinuxCNC garde les OP dans un fichier mais je préfère doubler les précautions.
L'objet en question poncé, passé à l'huile de lin et pret à être passé à la sueur. Dommage qu'il y ait ce coup de fraise dans la poignée.
Bah, j'en ferai d'autres

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() dh42 Sam 18 Oct 2014 - 17:27
dh42 Sam 18 Oct 2014 - 17:27
Ça rend plutôt bien ; reste plus qu"à l'affuter

C'est quoi comme bois ?
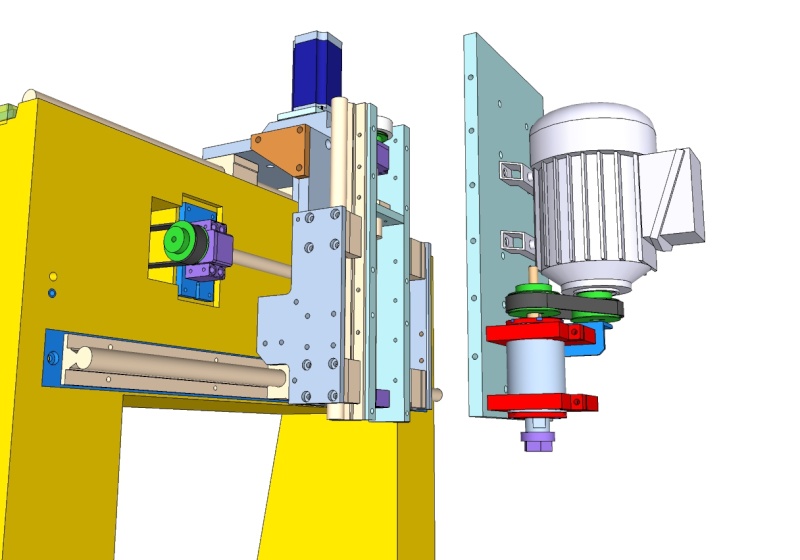
Tu gagnerais aussi du temps si tu pouvais faire tourner la broche plus vite, donc avancer plus vite ... n'aurais tu pas la possibilité de mettre un jeu de poulies moteur/broche différentes pour sur-multiplier ? la perte de couple induite ne devrais pas être bien gênante pour du bois ; surtout en 3D.
Juste pour infos: Hier j'avais une poche à usiner dans du MDF ; pour une fraise de 3 à 2 dents, passe 2mm, je choisis les paramètres suivants
rotation: 24 000 tr, avance 1920 mm/min ( 0.04mm/dents) .... et je lance l'usinage ... tout se passait bien mais je trouvais curieux que la broche soit aussi silencieuse à 24 000 tr
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() Strib Sam 18 Oct 2014 - 19:39
Strib Sam 18 Oct 2014 - 19:39
Le travail en 3D me tente bien, mais chaque chose en son temps
Pour le bois, je pense que c'est du hêtre
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Tanto en bois
![]() dh42 Sam 18 Oct 2014 - 19:49
dh42 Sam 18 Oct 2014 - 19:49
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() F6FCO Dim 19 Oct 2014 - 13:50
F6FCO Dim 19 Oct 2014 - 13:50
J'y ai pensé, d'autant plus que CB permet d'usiner des poulies HTD, dans du pom çà devrait le faire. Mais ce qui m’arrête un peu c'est que quand j'ai surfacé ma table, au-delà de 5/10e je bloquais mon tourteau dans l'alu, bon c'était du Ø50 mais j'ai peur si je baisse trop le couple et de ne plus pouvoir attaquer l'alu après.dh42 a écrit:
Tu gagnerais aussi du temps si tu pouvais faire tourner la broche plus vite, donc avancer plus vite ... n'aurais tu pas la possibilité de mettre un jeu de poulies moteur/broche différentes pour sur-multiplier ? la perte de couple induite ne devrais pas être bien gênante pour du bois ; surtout en 3D.
dh42 a écrit:C'est assez fascinant de voir bosser la machine en mode 3D
David
Tu m'étonnes
Pendant que j'ai encore le montage sur la machine je vais regarder ce qui traine dans mes chutes de belles essences (noyer,buis) et je vais en refaire un autre mais en faisant d'abord des opérations de fraisage/collage sur le brut pour le transformer en un brut multi/essences. Je vais aussi refaire tous les fichiers CB avec le nouveau STL et en tenant compte de toutes les remarques, çà me fera un bon entrainement.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() dh42 Dim 19 Oct 2014 - 16:16
dh42 Dim 19 Oct 2014 - 16:16
Je pensais à un jeu de poulie ou a une poulie à 2 étages.
Je pense qu'ils est illusoire d’espérer avoir une broche qui fasse le job aussi bien à bas régime et avec du couple et qui en plus monte à des vitesses correctes pour l'alu/bois ... A mon avis il te faudrait 2 broches distinctes ; une petite Kress ou équivalent pour le bois et les mini fraises dans l'alu et l'actuelle pour l'acier.
au-delà de 5/10e je bloquais mon tourteau dans l'alu, bon c'était du Ø50 mais j'ai peur si je baisse trop le couple et de ne plus pouvoir attaquer l'alu après.
50, ça commence à faire pour une petite machine ; il te faut 10x plus de couple que pour entrainer une fraise de 5 pour une passe identique.
Sur un petit tour/fraiseuse Chinois avec un moteur de 550W on doit pouvoir faire un peu mieux, mais la réduction de vitesse se fait par une boite (ou des poulies), donc on gagne du couple au lieu d'en perdre comme avec un vario !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() F6FCO Dim 19 Oct 2014 - 18:58
F6FCO Dim 19 Oct 2014 - 18:58
Si c'est faisable, je peux très bien usiner moi-même les poulies étagées avec le module HTD de CB.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() dh42 Dim 19 Oct 2014 - 20:08
dh42 Dim 19 Oct 2014 - 20:08
Moi je ne toucherais surtout pas au Z en lui même, je ferais une plaque "porte outil" sur laquelle serait fixés broche et moteur et qui viendrait se fixer sur le Z actuel. De cette manière tu pourrais, en plus, avoir une ou plusieurs autres plaques avec une broche ou des accessoires complètements différents (une broche ronde chinoise par exemple) et ne pas avoir à refaire tout le Z, ce qui n'est pas négligeable. Un peu comme quand on change de tête sur une fraiseuse normale.
Il me semble qu'on en avait déjà parlé quelque part sur le sujet de ta CN.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() F6FCO Dim 19 Oct 2014 - 23:34
F6FCO Dim 19 Oct 2014 - 23:34
Mais tu as raison, je peux garder cette plaque telle qu'elle avec la broche et faire une (des) plaque amovible rapportée dessus avec centrage par des goujeons et qui supportera juste le moteur. A méditer.
Je ne me rappelle plus à quelle vitesse max peuvent tourne les roulements coniques que j'ai mis dans la broche, je vais faire des recherches.
PS: je viens d'installer ton plugin pour la toolbar des vues, super pratique. Ce qui serait chouette ce serait de lui faire des icônes dans le style des vues de CV
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() dh42 Lun 20 Oct 2014 - 0:05
dh42 Lun 20 Oct 2014 - 0:05
PS: je viens d'installer ton plugin pour la toolbar des vues, super pratique. Ce qui serait chouette ce serait de lui faire des icônes dans le style des vues de CV
Celui-la il n'est pas de moi ...
http://www.cambam.info/ref/plugin.viewtoolbaraddins
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() Patrick le Belge Lun 20 Oct 2014 - 9:30
Patrick le Belge Lun 20 Oct 2014 - 9:30

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Tanto en bois
![]() F6FCO Lun 20 Oct 2014 - 12:43
F6FCO Lun 20 Oct 2014 - 12:43
Patrick, je ne sais plus exactement mais je crois qu'il fait dans les 7kg, mais le poids n'est pas un handicap, le moteur (430oZ) le remonte tranquillement sans forcer.
La broche de défonceuse est une bonne idée mais est-ce que tu ne vas pas être limité dans les diamètres de pinces ? sur ma Makita je ne peux mettre que du Ø8.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() Patrick le Belge Lun 20 Oct 2014 - 18:28
Patrick le Belge Lun 20 Oct 2014 - 18:28

Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Tanto en bois
![]() F6FCO Lun 20 Oct 2014 - 18:51
F6FCO Lun 20 Oct 2014 - 18:51
des plus moustachus que moi te répondront aussi mais je pense que ton moteur ne tournera pas assez vite pour usiner du bois, 1440tr/mn c'est trop juste. Je suis déjà limite avec le mien qui tourne à 3000tr. Et comme il n'est pas très puissant il ne vaut mieux pas lui mettre des poulies démultiplicatrices pour augmenter la vitesse, çà diminuerait le couple.
Tu pourrais peut-être t'en servir pour te construire un aspirateur pour ta cnc.
Nema23 c'est juste une norme de dimensions des moteurs, c'est à dire 47mm d'entraxes de fixations. Tu as de tout en Nema23, par exemple pour ma première petite cn j'ai des Nema23 qui ont un torque de 9kg/cm, suffisants pour graver des circuits imprimés, alors que sur la béton j'ai mis des Nema23 avec un torque de 30kg/cm.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() dh42 Lun 20 Oct 2014 - 19:24
dh42 Lun 20 Oct 2014 - 19:24
30Kg/cm = 3 Nm en unités normalisées
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() F6FCO Lun 20 Oct 2014 - 23:16
F6FCO Lun 20 Oct 2014 - 23:16
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() Patrick le Belge Mar 21 Oct 2014 - 8:59
Patrick le Belge Mar 21 Oct 2014 - 8:59
Patrick le Belge- complétement accro
- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Page 2 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» [Projet] Pose et traitement de poteaux en bois pour portail en bois
» projet support figurine bois massif / gravure :des conseils (outils, choix de bois...) pour la réalisation avec une CNC?
» Vous connaissez un bon bouquin sur le bois / machines à bois ?
» vente tour à bois avec acc stock de bois ...