






Tanto en bois
Page 1 sur 4 • 1, 2, 3, 4 

 Tanto en bois
Tanto en bois
![]() F6FCO Lun 13 Oct 2014 - 23:45
F6FCO Lun 13 Oct 2014 - 23:45
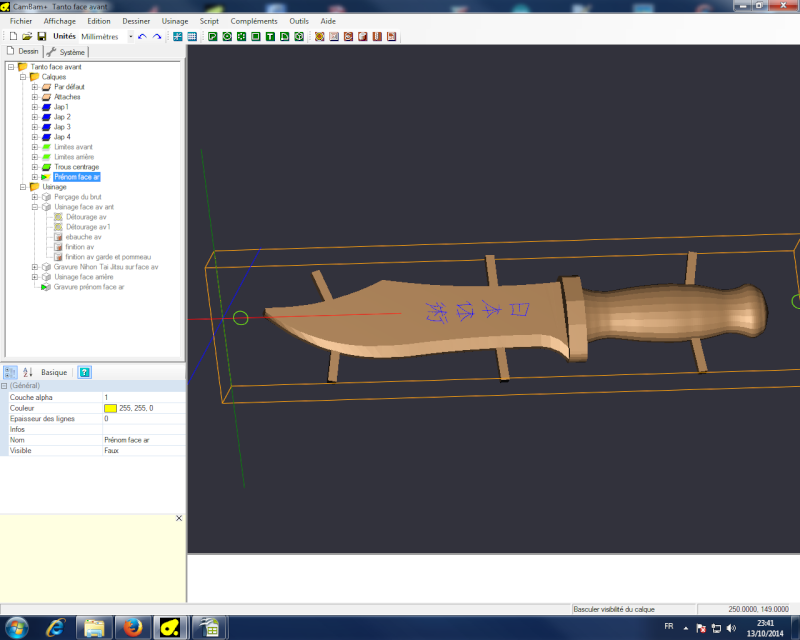
Pour tenir compagnie à Beni j'ai lancé un projet de réalisation d'un tanto (couteau en Japonais). A part que le mien ressemblera plutôt au gros couteau d'Aldo l'Apache dans Inglorious Basterd de Tanrantino, (pour les connaisseurs, celui dont il se sert pour graver des croix gammées sur les fronts des nazis
J'ai aussi le projet d'un P38 Taurus destiné à l'entrainement au désarmement sur armes à feu mais çà viendra plus tard.
J'ai réalisé le modèle STL sous Sketchup et j'ai rapporté les attaches sous CB comme expliqué par David dans son tuto sur l'usinage double face. Au début je voulais faire deux demi faces à coller mais finalement ce sera du double face, autant apprendre tout de suite. Il y a pas mal d'opérations à faire, usinage face avant, gravure "Nihon Tai Jitsu" en japonais sur la lame, retournement et usinage face arrière et gravure du prénom sur la lame.
Plus tard si le résultat est probant j'envisagerais un modèle avec des incrustations de bois de couleur, genre noyer et buis, placages d'amarello, etc. Pour le moment je vais déjà essayer d'un sortir un simple


F6FCO- complétement accro

- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -


Re: Tanto en bois
![]() F6FCO Lun 13 Oct 2014 - 23:58
F6FCO Lun 13 Oct 2014 - 23:58
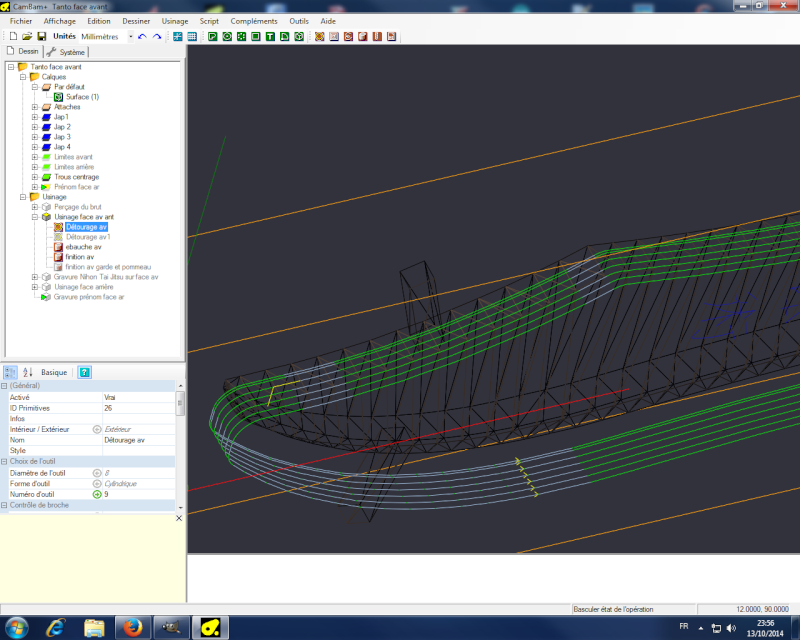
J'ai donc choisi de dégager un contour autour du couteau d'après un tracé fait avec l'option silhouette. Seulement comme tout ne va pas toujours bien en ce bas monde j'ai un bug, le contour me laisse de la matière ou il ne devrait pas, ce qui provoque ensuite une collision à l'ébauche.

Et pourtant les chemin d'outil sont bien propres sous CB (d'ou l'intéret d'utiliser Cutviewer
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() F6FCO Mar 14 Oct 2014 - 0:07
F6FCO Mar 14 Oct 2014 - 0:07
A partir de là trois solutions:
- refaire un fichier stl sous sketchup, j'ai essayé mais il y avait toujours un bug qq part, SKP n'est pas une pointure de ce coté-là.
- retravailler le STL mais je n'ai pas trouvé de soft pour faire cela, sinon des payants très chers...
- passer un coup d'outil sur la partie ratée pour faire sauter le bois, solution que j'ai choisie parce que la plus simple. Un polygone, un contour intérieur et hop !

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() F6FCO Mar 14 Oct 2014 - 0:09
F6FCO Mar 14 Oct 2014 - 0:09
fraise Ø8, recouvrement 0.2, réso 0.1, surépaisseur 1mm
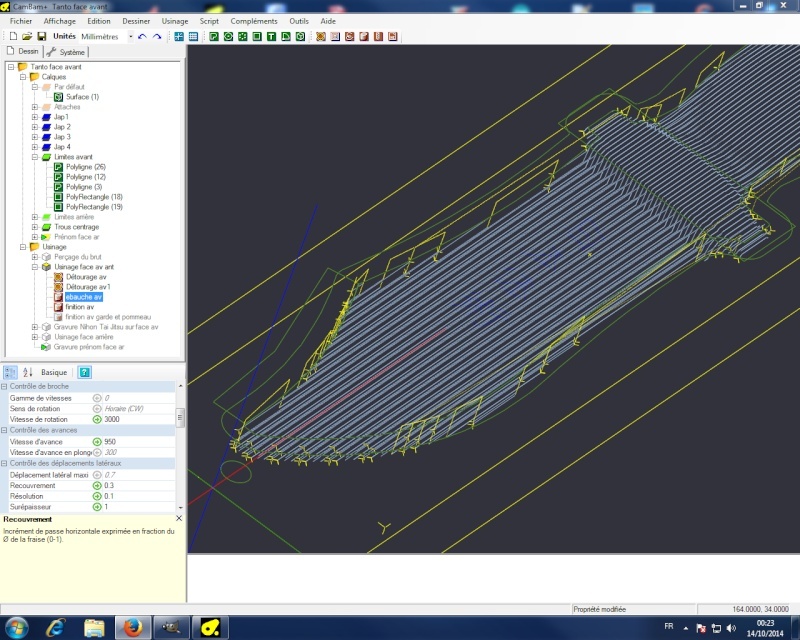
Et la finition, je pense que l'usinage va être un tantinet long
fraise hémi Ø4, recouvrement 0.05, réso 0.05

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() beni Mar 14 Oct 2014 - 1:28
beni Mar 14 Oct 2014 - 1:28
Il faudra aussi que je fasse des couteaux et autres un de ces 4.
Et la finition, je pense que l'usinage va être un tantinet long
je confirme ! perso je crois que j'ai mis dans les 3h en tout pour le pistolet ! si c'est pour tester, il vaut mieux utiliser un autre matériaux que le bois je pense, plus tendre style médium qui devrait te permettre d'aller plus vite.
Je me disais aussi une chose pendant l'usinage : j'avais laissé la même avance que pour l'ébauche alors qu'il n'y avait plus beaucoup de matière, je pense que j'aurais dû augmenter la vitesse d'avance mais aussi de plongée car j'ai eût pas mal de descente à vide qui prenait du temps.
d'ailleurs (David ?) est-il possible de faire en sorte que la fraise ne repasse pas à un endroit où elle n'a plus rien à usiner ? car si elle fait plusieurs passes, elle repasse partout alors qu'à des endroits de l'objet elle n'a plus rien à usiner car déjà passé et passe donc à vide. Si on pouvait supprimer ces passages qui ne servent à rien, on pourrait gagner pas mal de temps.

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() F6FCO Mar 14 Oct 2014 - 9:54
F6FCO Mar 14 Oct 2014 - 9:54
beni a écrit:
il vaut mieux utiliser un autre matériaux que le bois je pense, plus tendre style médium qui devrait te permettre d'aller plus vite.
beni a écrit:
Je me disais aussi une chose pendant l'usinage : j'avais laissé la même avance que pour l'ébauche alors qu'il n'y avait plus beaucoup de matière, je pense que j'aurais dû augmenter la vitesse d'avance mais aussi de plongée car j'ai eût pas mal de descente à vide qui prenait du temps.
Ma machine est capable de prendre des avances rapides genre 1500mm/mn (testé à blanc) mais malheureusement en réalité je suis limité par mon moteur qui ne tourne qu'à 3000tr max, il ne faut pas aller plus vite que la musique. Je vais tester une avance de 950mm/mn pour l'ébauche et la finition et ce sera même peut-être un peu trop rapide.
beni a écrit:
d'ailleurs (David ?) est-il possible de faire en sorte que la fraise ne repasse pas à un endroit où elle n'a plus rien à usiner ? car si elle fait plusieurs passes, elle repasse partout alors qu'à des endroits de l'objet elle n'a plus rien à usiner car déjà passé et passe donc à vide. Si on pouvait supprimer ces passages qui ne servent à rien, on pourrait gagner pas mal de temps.
Pour la finition j'ai mis un incrément de passe de 25mm (en virtuel pour l'instant en tout cas
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() beni Mar 14 Oct 2014 - 19:29
beni Mar 14 Oct 2014 - 19:29
si je me rappelle bien, j'avais mis 1200 d'avance
Pour la finition j'ai mis un incrément de passe de 25mm (en virtuel pour l'instant en tout cas Very Happy ), ce qui devrait faire que la fraise plonge directement et n'usine que la surépaisseur. On verra en pratique ce que çà donne.
moi aussi la fraise est passé en une seule fois, il ne devait rester que 0,5mm en théorie et j'avais mis 0 en incrément pour qu'il n'y ai qu'une seule passe.
mais en fait, ce que je demandais c'était pendant l'ébauche, où la fraise refait plusieurs fois le même trajet (sauf si usiner en une seule passe) et une fois qu'elle est passée et qu'elle n'a plus rien à usiner, la passe d'après, elle repasse aussi même si il n'y a plus rien à faire à cet endroit... je ne suis pas sûr d'être bien clair
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() F6FCO Mar 14 Oct 2014 - 20:48
F6FCO Mar 14 Oct 2014 - 20:48
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() beni Mar 14 Oct 2014 - 21:07
beni Mar 14 Oct 2014 - 21:07
en fait, cambam génère des passages par rapport à des tranches de Z (qui sont données par la valeur de ton incrément de passe) sur toute la surface que tu lui désignes et la fraise passe donc à chaque fois sur toute la surface de la tranche donc pas mal de fois à des endroits où elle n'a rien à faire :
imaginons que je veux faire cette pièce :

la fraise va toujours passer au dessus du rectangle du haut même si elle n'a plus rien à y usiner :
1er passe :
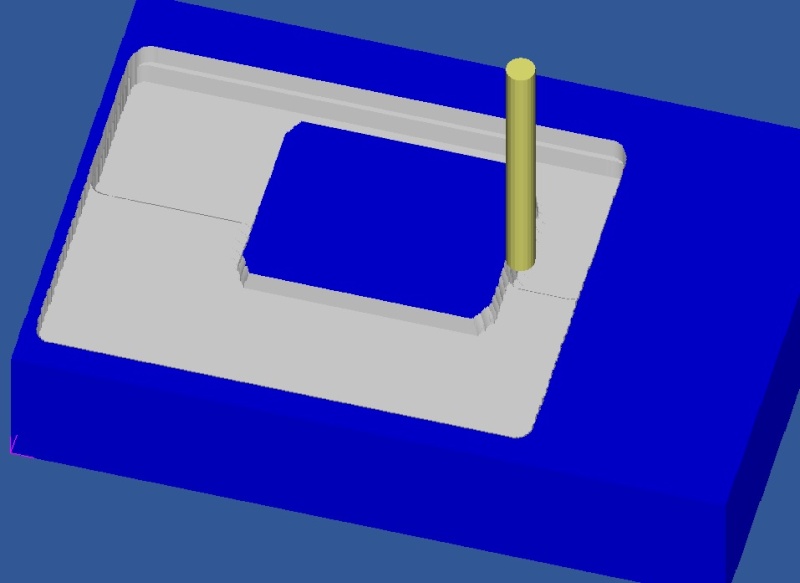
3ème passe :
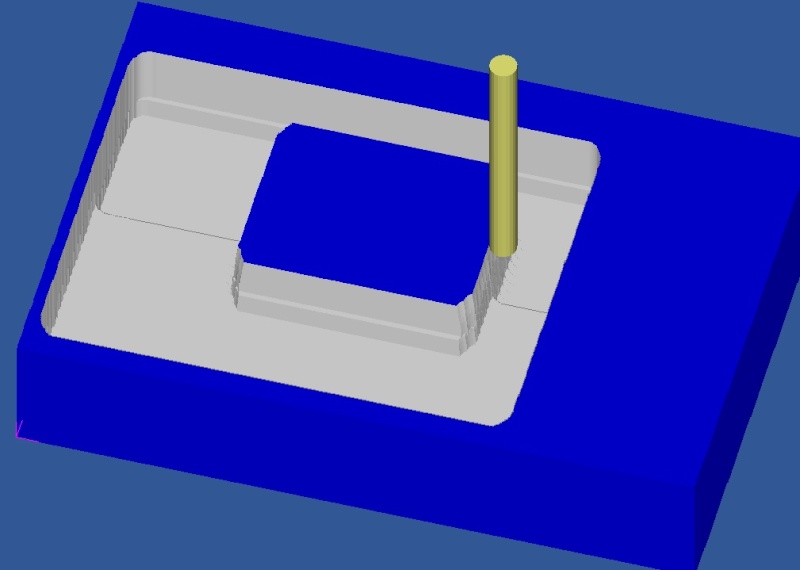
elle repasse à chaque fois aux mêmes endroits et usine si besoin.
mais bon, plus j'y réfléchis et plus je me dis que ce serait vraiment galère à faire ... perso pour le pistolet, elle repassait toujours au-dessus de la crosse et le canon même quand il n'y avait plus que le contour à faire donc c'était un peu long (cambam pourrait peu être générer des mouvements rapides sur ces zones ?)
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() F6FCO Mar 14 Oct 2014 - 22:13
F6FCO Mar 14 Oct 2014 - 22:13
https://www.youtube.com/watch?v=01LwANr3-Pg
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() beni Mar 14 Oct 2014 - 22:37
beni Mar 14 Oct 2014 - 22:37
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() gwen-ctn Mar 14 Oct 2014 - 23:14
gwen-ctn Mar 14 Oct 2014 - 23:14
pour ce genre de pièce citée si dessus, le plus simple et le plus rapide sera de surfacer le dessus puis de faire une poche pour le reste.
sinon en général pour évité un maximum les pertes de temps avec des passage à vide, pour moi il n'y a qu'une solution, multiplier les opérations d'usinage simple (surfaçage, poche, profile).
Et évite le plus possible les modes 3D. c'est bien pour les passes de finition mais pour les ébauches je trouve que ça fait un peu usine a gaz, pratique et rapide a coder pour une pièce unique mais pour de la prod c'est un time killer.... par contre le temps de préparation derrière le pc est vachement plus long il faut l’admettre.
@+
Gwen.

gwen-ctn- je prends du galon

- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 42
Localisation : Tournai
Re: Tanto en bois
![]() F6FCO Mer 15 Oct 2014 - 14:03
F6FCO Mer 15 Oct 2014 - 14:03
C'est en forgeant qu'on devient forgeron (mais est-ce en sciant que Léonard de Vinci ?
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() F6FCO Mer 15 Oct 2014 - 16:15
F6FCO Mer 15 Oct 2014 - 16:15
En pleine finition de la poignée coupure de courant générale

Une bonne amélioration de la machine serait de lui rajouter un onduleur.
Il faut que je parte tout de suite alors j'ai tout stoppé, ce soir je ferai un petit programme pour repasser juste la poignée et demain j'essaierai de refaire mes zéros tant bien que mal.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Lame bowie.
![]() kalss Mer 15 Oct 2014 - 20:30
kalss Mer 15 Oct 2014 - 20:30

kalss- petit nouveau

- Messages : 1
Points : 3
Date d'inscription : 19/02/2014
Age : 33
Re: Tanto en bois
![]() F6FCO Mer 15 Oct 2014 - 22:11
F6FCO Mer 15 Oct 2014 - 22:11
En langue Japonaise tanto veut dire couteau, dans sa langue natale un Japonais voyant un Bowie l'appellera un tanto. Dans les clubs d'Arts Martiaux Japonais on a coutume de nommer les techniques ou les objets s'y référant avec leur nom japonais, un couteau d'entrainement de quelque forme qu'il soit est appelé un tanto, de même par exemple que pour un coup de poing circulaire on ne dit pas "coup de poing" mais "atémi", ni "crochet" mais "mawashi tsuki", etc. etc. Ceci pour nous forcer nous autres occidentaux hérétiques à garder un minimum de traditions et saisir l'essence des Arts Martiaux
On pourrait même utiliser un couteau Suisse, qu'une fois monté sur le tatami pour l'entrainement on l’appellerait tout de même un tanto
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
re
![]() mafred Jeu 16 Oct 2014 - 13:26
mafred Jeu 16 Oct 2014 - 13:26
très belle réalisation,
Mais je suis de l'avis de Kalss, ayant pratiquer les arts martiaux je le confirme, il suffit d'aller dans une coutellerie et de demander un tanto et vous verrez ce qu'il va vous présenter, voir aussi sur wikipedia.
Amicalement, Mafred

mafred- très actif

- Messages : 387
Points : 911
Date d'inscription : 01/03/2011
Age : 75
Localisation : Theux Belgique
Re: Tanto en bois
![]() F6FCO Jeu 16 Oct 2014 - 18:06
F6FCO Jeu 16 Oct 2014 - 18:06
Enfin bon, on va pas faire un bouquin la dessus
Je n'ai pas pu bosser sur le
J'ai changé de PC en me disant que mes drivers sont forcément bons puisque çà bouge, même chose.
Finalement j'en ai profité pour visiter tous mes connecteurs à vis sur les drivers, apparemment tous étaient suffisamment serrés mais je leur ai remis un petit coup à la Hulk.
Et c'était çà le problème
ce soir çà marche.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() beni Jeu 16 Oct 2014 - 19:28
beni Jeu 16 Oct 2014 - 19:28
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: Tanto en bois
![]() dh42 Jeu 16 Oct 2014 - 22:04
dh42 Jeu 16 Oct 2014 - 22:04
J'étais totalement passé à coté de ce sujet, le titre ne "réveillant rien" en moi
Première constatation, je suis incapable d'usiner directement dans la masse comme le fait David pour sa buse d'aspiration, çà me fait des collisions partout.
En usinage 3D, je désactive la détection de collision de CV car elle n'est pas très fiable. Il faut aussi s'assurer que la valeur pour les rapides soit correctement réglée car CV ne tiens pas compte du code G0 mais uniquement de la valeur de la vitesse ; il me semble que par défaut elle est à 2000, donc si tu a une op d'usinage qui est à plus de 2000, elle sera considéré comme un rapide par CV et il détectera une erreur. à régler en éditant le fichier _gcode.nci et en mettant la vitesse qui correspond à tes rapide. (ligne: f_rapid=2000)
Si tu met ton fichier en PJ (ou en mail), je pourrais regarder d’où viennent exactement ces collisions parfois leur détection est justifié, d'un pt de vue "informatique" mais pas d'un point de vu "usinage" (note que la collision est indiquée en rouge sur l'objet 3D, il est donc possible de comprendre ce qui se passe et si c'est grave).
d'ailleurs (David ?) est-il possible de faire en sorte que la fraise ne repasse pas à un endroit où elle n'a plus rien à usiner ? car si elle fait plusieurs passes, elle repasse partout alors qu'à des endroits de l'objet elle n'a plus rien à usiner car déjà passé et passe donc à vide. Si on pouvait supprimer ces passages qui ne servent à rien, on pourrait gagner pas mal de temps.
Non, c'est une optimisation que CB ne sais pas encore faire. Pour une ébauche rapide sur une pièce qui n'a pas trop de plateaux, le mieux à mon avis c'est d'utiliser le mode "ligne de niveau - ébauche", éventuellement suivi d'une pré-finition localisée aux plateaux seuls (ou presque plateaux) qui n'ont pas été correctement usinés par l'op précédente, puis une finition en balayage en une seule passe avec des passes serrées, voir 2 en croisant les passes (horiz/vertic) et avec des passes moins serrées dans ce cas ; tout dépend de la forme de la pièce ; pour se faire une bonne idée du problème il suffit d'usiner (en virtuel) une demi sphère et de voir ce que ça donne suivant le sens de balayage
Pour la finition j'ai mis un incrément de passe de 25mm (en virtuel pour l'instant en tout cas Very Happy ), ce qui devrait faire que la fraise plonge directement et n'usine que la surépaisseur. On verra en pratique ce que çà donne.
En 3D par balayage, si tu met le paramètre Ebauche/finition sur finition, tu n'aura qu'une seule passe à la profondeur finale (moins une éventuelle surépaisseur programmée) quelque soit la valeur de l'incrément de passe.
Une bonne amélioration de la machine serait de lui rajouter un onduleur.
Oui, ... et un gros, il faut alimenter le PC, la machine .... et la broche !
beni a écrit:Je me disais aussi une chose pendant l'usinage : j'avais laissé la même avance que pour l'ébauche alors qu'il n'y avait plus beaucoup de matière, je pense que j'aurais dû augmenter la vitesse d'avance mais aussi de plongée car j'ai eût pas mal de descente à vide qui prenait du temps.
Il y a un paramètre dans le dossier Usinage appelé "hauteur plongée en rapide" il permet de gagner beaucoup de temps sur les mouvements en Z.
Cette valeur est utilisée lors de la descente vers la surface de la pièce ou vers le prochain niveau d'usinage. Si à 0 (par défaut), c'est la valeur de Vitesse d'avance en plongée qui est utilisée, (ce qui peut être péniblement lent)
Si une valeur différente de 0 est spécifiée, l'axe Z descendra en rapide (G0) jusqu'à cette distance au-dessus du prochain niveau d'usinage. Cela peut réduire le temps d'usinage de façon significative sur certaines opérations.
Nouveauté 0.98N
La valeur par défaut est (-1) ce qui active le mode automatique ; la hauteur de plongée en rapide devient égale à une unité mineure de la grille.
En finition, il est important si je me souviens bien, que le paramètre Ebauche/finition soit sur finition pour que la descente rapide fonctionne correctement.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() dh42 Jeu 16 Oct 2014 - 23:16
dh42 Jeu 16 Oct 2014 - 23:16
à propos des collisions détectées par CV sur les usinage 3D
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() dh42 Jeu 16 Oct 2014 - 23:26
dh42 Jeu 16 Oct 2014 - 23:26
kalss a écrit:Ce n'est pas un tanto, c'est une lame de forme "Bowie", une lame tanto c'est ça http://images.knifecenter.com/knifecenter/coldsteel/images/CS13BN.jpg
MODERATION
Bonjour kalss,
Merci de faire preuve d'un minimum de savoir vivre et de politesse et donc de dire bonjour, au revoir etc ... à plus forte raison quand tu commence à "rembarrer" les gens dés ton premier message sur le forum
Merci de ton attention.
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tanto en bois
![]() F6FCO Jeu 16 Oct 2014 - 23:27
F6FCO Jeu 16 Oct 2014 - 23:27
David, le truc étonnant c'est que le bug mis en évidence par CV ne s'est en fait pas produit à l'usinage, donc pas de soucis mais j'aimerai quand même bien savoir d’où çà vient pour comprendre. Je te fais un dossier avec tous les fichiers.
Tu vas bien rigoler quand tu vas voir mon boulot mais faut pas oublier que je suis un bleubyte
@Beni, oui et super content d'avoir trouvé parce que çà me couflait bien, mais c'est un coup de pot parce que c'était pas évident, des messages d'erreur en veux tu en voilà et jamais les mêmes, j'aurai pu galérer quelques jours. Les symptômes apparent laissaient penser à une perte de puissance des drivers, çà tournait maisje l'arretais d'un doigt. Et pour en avoir démonté un pour voir comment c'était fait (quelques mosfet de puissance en //) je m'étais dis qu'il y en avait peut-être qq uns qui étaient HS.
Comme quoi on peut vite partir sur une fausse piste.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() F6FCO Jeu 16 Oct 2014 - 23:36
F6FCO Jeu 16 Oct 2014 - 23:36
Mais tu vas voir, le bug dans mon contour c'est encore autre chose mais çà ne se produit que dans CV, le chemin dans Cambam est propre et dans de l'usinage il n'y a pas eu de pbm. Du coup j'avais rajouté une opération supplémentaire por faire sauter le bois oublié pour rien.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Tanto en bois
![]() dh42 Ven 17 Oct 2014 - 0:40
dh42 Ven 17 Oct 2014 - 0:40
Après recherches, j'ai trouvé:
il te faut modifier un paramètre sur le post pro LinuxCNC-cutviewer-tools (et sauver le PP)
descend la valeur de 100000 à 10000 pour le rayon maxi des arcs et tout devrait marcher correctement.
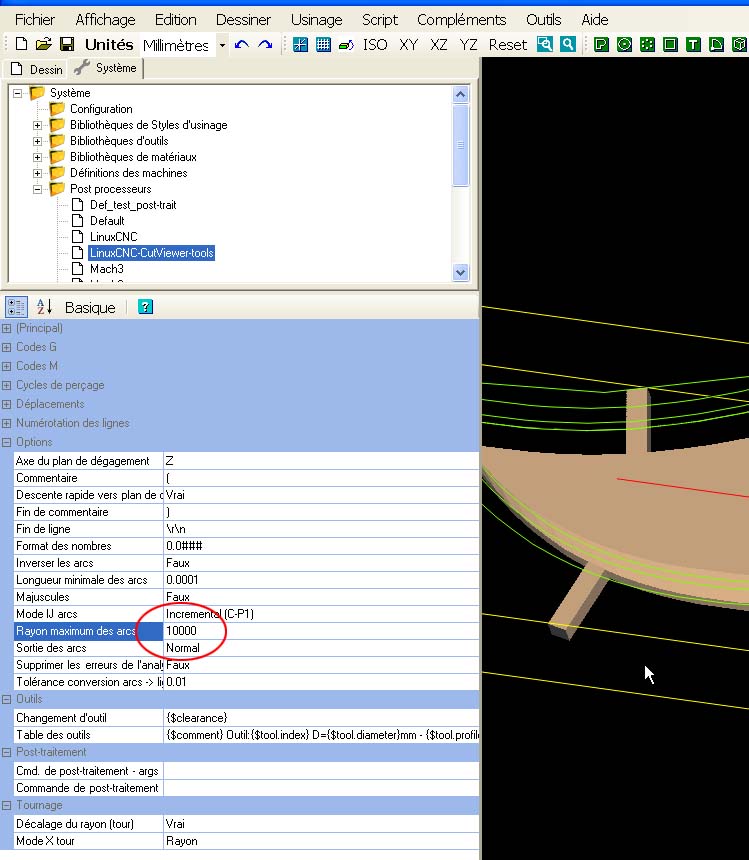
Edit: et passe Hauteur de plongée en rapide sur 3 au lieu de -1 pour éviter les autres alertes qui se produisent si tu ne fait pas de contour.
++
David
Dernière édition par dh42 le Ven 17 Oct 2014 - 0:53, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 1 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» [Projet] Pose et traitement de poteaux en bois pour portail en bois
» projet support figurine bois massif / gravure :des conseils (outils, choix de bois...) pour la réalisation avec une CNC?
» Vous connaissez un bon bouquin sur le bois / machines à bois ?
» vente tour à bois avec acc stock de bois ...