






Demande d'aide aux connaisseurs en programmation CN
2 participants
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1

 Demande d'aide aux connaisseurs en programmation CN
Demande d'aide aux connaisseurs en programmation CN
![]() MECAOYEU Mer 9 Mar 2011 - 9:56
MECAOYEU Mer 9 Mar 2011 - 9:56
Bonjour a tous, j'ai acquis un tour Hyundai hit-8S avec un tableau de commande Hitrol EZ 840c.
Je recherche quelqu'un, s'il le veux bien, pour m'aider en programmation, réglages des outils, etc..
(Un merci a Zarkann)
Je recherche quelqu'un, s'il le veux bien, pour m'aider en programmation, réglages des outils, etc..
(Un merci a Zarkann)

MECAOYEU- petit nouveau

- Messages : 10
Points : 16
Date d'inscription : 09/03/2011

Re: Demande d'aide aux connaisseurs en programmation CN
![]() Zarkann Mer 9 Mar 2011 - 15:51
Zarkann Mer 9 Mar 2011 - 15:51
Bonjour MECAOYEU et bienvenue dans le forum
Il me faudrait des informations plus précises sur le type de fonctions que tu recherche
- Connais tu la base de programmation ISO (G1, G2, G3,M0, M3, M4 etc...)?
- Connais tu le positionnement des axes Z et X ?
- Pourrais tu nous faire quelques photos du tour et surtout du directeur de commande ?
- les systèmes d'origines PREF puis les décalages G54,G55...?
Personnellement Je travail sur un centre d'usinage Heller 250 équipé d'un Seimens 840D
Je ne connais donc pas les spécificités du tour mais au besoin je peut demander aux Techniciens Méthodes
à mon boulot
Un PDF sur la programmation Seimens et NUM
Cordialement .::Zarkann::.
Il me faudrait des informations plus précises sur le type de fonctions que tu recherche
- Connais tu la base de programmation ISO (G1, G2, G3,M0, M3, M4 etc...)?
- Connais tu le positionnement des axes Z et X ?
- Pourrais tu nous faire quelques photos du tour et surtout du directeur de commande ?
- les systèmes d'origines PREF puis les décalages G54,G55...?
Personnellement Je travail sur un centre d'usinage Heller 250 équipé d'un Seimens 840D
Je ne connais donc pas les spécificités du tour mais au besoin je peut demander aux Techniciens Méthodes
à mon boulot
Un PDF sur la programmation Seimens et NUM
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -

Re: Demande d'aide aux connaisseurs en programmation CN
![]() MECAOYEU Mer 9 Mar 2011 - 20:32
MECAOYEU Mer 9 Mar 2011 - 20:32
Oui, je connais G01, G00, G02, G03, M05, M04, M30, S, T, F, j'ai fais un peu de tournage avec l'ISO en CN, mais je ne me souviens de plus grand chose. On m'a donné un manuel avec la machine, espérant que j'allais pouvoir me débrouiller avec ça, mais j'avoue que je n'y comprends presque rien. Je ne sais plus comment donner la position de l'outil, l'origine pièce, enfin presque tout. Pourrais-tu m'expliquer, pour le montage d'un outil, comment donner les positions de celui-ci STP ?
Si c'est trop compliqué à expliquer, laisse tomber, merci quand même.
Peux-tu me donner ton adresse E-mail, je pourrais alors t'envoyer les photos (elles font 3 Mo donc je ne peux les poster sur le forum qui limite la taille des fichiers a 500 Ko).
Cordialement
Si c'est trop compliqué à expliquer, laisse tomber, merci quand même.
Peux-tu me donner ton adresse E-mail, je pourrais alors t'envoyer les photos (elles font 3 Mo donc je ne peux les poster sur le forum qui limite la taille des fichiers a 500 Ko).
Cordialement
MECAOYEU- petit nouveau
- Messages : 10
Points : 16
Date d'inscription : 09/03/2011
Re: Demande d'aide aux connaisseurs en programmation CN
![]() Zarkann Mer 9 Mar 2011 - 20:58
Zarkann Mer 9 Mar 2011 - 20:58
Bonsoir
Ce qui détermine la position de l'outil c'est sa taille en X et en Z qui doit se rentrer dans une page spécifique
Puis l'appellation D1 dans le programme
Pour l'origine elle est déterminer par le G54 normalement (elle par contre peut se rentrer en programmation )
Pour mon adresse mail tu la trouvera sur mon site en cliquant sur les "minibanières" en dessous du message
Amicalement .::Zarkann::.
Ce qui détermine la position de l'outil c'est sa taille en X et en Z qui doit se rentrer dans une page spécifique
Puis l'appellation D1 dans le programme
Pour l'origine elle est déterminer par le G54 normalement (elle par contre peut se rentrer en programmation )
Pour mon adresse mail tu la trouvera sur mon site en cliquant sur les "minibanières" en dessous du message
Amicalement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Demande d'aide aux connaisseurs en programmation CN
![]() MECAOYEU Mer 9 Mar 2011 - 21:21
MECAOYEU Mer 9 Mar 2011 - 21:21
Merci de ton aide, je déjà voir pour cela  .
.
MECAOYEU- petit nouveau
- Messages : 10
Points : 16
Date d'inscription : 09/03/2011
Re: Demande d'aide aux connaisseurs en programmation CN
![]() Zarkann Mer 9 Mar 2011 - 21:54
Zarkann Mer 9 Mar 2011 - 21:54
...
Je poserais des questions demain aux tourneurs
Cordialement .::Zarkann::.
Je poserais des questions demain aux tourneurs
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Demande d'aide aux connaisseurs en programmation CN
![]() MECAOYEU Mer 9 Mar 2011 - 22:11
MECAOYEU Mer 9 Mar 2011 - 22:11
Merci . Au fait j'ai regardé tes réalisations et je trouve que c'est très bien.
MECAOYEU- petit nouveau
- Messages : 10
Points : 16
Date d'inscription : 09/03/2011
Re: Demande d'aide aux connaisseurs en programmation CN
![]() Zarkann Mer 9 Mar 2011 - 22:23
Zarkann Mer 9 Mar 2011 - 22:23
........;
J'ai récupérer tes images si tu veut bien je les met sur le forum
Déjà c'est une génération relativement ancienne de Siemens
tu doit avoir un palpeur avec une fonction permettant de l'activer
@++ .::Zarkann::.
J'ai récupérer tes images si tu veut bien je les met sur le forum
Déjà c'est une génération relativement ancienne de Siemens
tu doit avoir un palpeur avec une fonction permettant de l'activer
@++ .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Demande d'aide aux connaisseurs en programmation CN
![]() MECAOYEU Jeu 10 Mar 2011 - 7:43
MECAOYEU Jeu 10 Mar 2011 - 7:43
Pas de souci pour les photos, tu peux les mettre sur le forum.
C'est exact, il y a bien un palpeur mais le vendeur m'a dit qu'il ne fonctionne pas, donc je dois donner moi-même les positions de l'outil.
A +
C'est exact, il y a bien un palpeur mais le vendeur m'a dit qu'il ne fonctionne pas, donc je dois donner moi-même les positions de l'outil.
A +
MECAOYEU- petit nouveau
- Messages : 10
Points : 16
Date d'inscription : 09/03/2011
Re: Demande d'aide aux connaisseurs en programmation CN
![]() Zarkann Jeu 10 Mar 2011 - 21:08
Zarkann Jeu 10 Mar 2011 - 21:08
Bonsoir MECAOYEU
Les images :
Le tour:

Page avec point courent ( en mode JOG (manuel))
On voie que tu es en mode JOG
- Qu'il y a la position du point courent (normalement C'est la face de la tourelle en Z et l'axe de l'outil )
Valeur réelle coor. c'est la vitesse de rotation S et d'avance F réelle
Position consignes: c'est c'est la vitesse de rotation et d'avance programmer

Page outils en mode MDA (introduction manuel de données)(G-code)
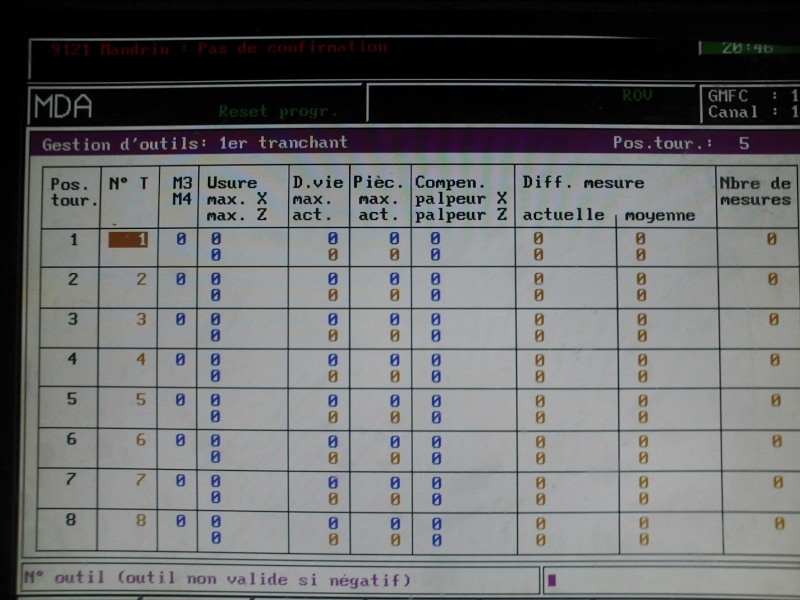
C'est important de savoir que le palpeur ne fonctionne plus
Peut tu faire plein de photo sur les différentes pages plus les pupitres et panneaux de commandes
A tu récupérer des programmes dans la machine? si oui peut tu en copier des passages sur le forum
puis, il faut savoir si les axes bougent en manuel ?
J'ai pu voir qu'il y avais un défaut peut être le mandrin n'est t'il pas serré ?
Vérifier si la broche Tourne (en MDA M4 S400 puis M5 pour l'arrêter) ?
Objectif : il serrais bien de voir si il a des origines (PREF ou décalages en G 54)
- Ensuite il faut que l'on trouve la syntaxe pour les changements d'outils
Sur 840D c'est ((CS_TOOL 1)) (pour l'outil N°1)
à voir sur des programmes en mémoire peut être
- Puis il faut lui donner un correcteur (D1 pour tout les outils)
Voila je te donne ces infos avec ce que j'ai et un peut dans le désordre et surement en connais tu déjà pas mal
Tu peut m'envoyer des images si tu veut
Cordialement .::Zarkann::.
Les images :
Le tour:
Page avec point courent ( en mode JOG (manuel))
On voie que tu es en mode JOG
- Qu'il y a la position du point courent (normalement C'est la face de la tourelle en Z et l'axe de l'outil )
Valeur réelle coor. c'est la vitesse de rotation S et d'avance F réelle
Position consignes: c'est c'est la vitesse de rotation et d'avance programmer
Page outils en mode MDA (introduction manuel de données)(G-code)
C'est important de savoir que le palpeur ne fonctionne plus
Peut tu faire plein de photo sur les différentes pages plus les pupitres et panneaux de commandes
A tu récupérer des programmes dans la machine? si oui peut tu en copier des passages sur le forum
- Code:
Il y a un bouton code dans la barre outil du forum
puis, il faut savoir si les axes bougent en manuel ?
J'ai pu voir qu'il y avais un défaut peut être le mandrin n'est t'il pas serré ?
Vérifier si la broche Tourne (en MDA M4 S400 puis M5 pour l'arrêter) ?
Objectif : il serrais bien de voir si il a des origines (PREF ou décalages en G 54)
- Ensuite il faut que l'on trouve la syntaxe pour les changements d'outils
Sur 840D c'est ((CS_TOOL 1)) (pour l'outil N°1)
à voir sur des programmes en mémoire peut être
- Puis il faut lui donner un correcteur (D1 pour tout les outils)
Voila je te donne ces infos avec ce que j'ai et un peut dans le désordre et surement en connais tu déjà pas mal
Tu peut m'envoyer des images si tu veut
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -

 Sujets similaires
Sujets similaires» Bonjour du 49
» programmation
» Mach3 programmation
» PROGRAMMATION THERMOSTAT
» question sur programmation
» programmation
» Mach3 programmation
» PROGRAMMATION THERMOSTAT
» question sur programmation
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum