






Badog CNC X3
Page 1 sur 2 • 1, 2 

 Badog CNC X3
Badog CNC X3
![]() ClubRobotESEO Dim 26 Jan 2014 - 22:04
ClubRobotESEO Dim 26 Jan 2014 - 22:04
Je vais refaire vite fait les présentations : je suis étudiant à l'ESEO sur Angers, une école d'ingénieurs en électronique et informatique, et avec une vingtaine d'étudiants nous faisons partie du club de robotique de notre école. L'électronique et le code, on maîtrise plutôt bien. La mécanique en revanche...
Cette année nous avons investi dans une petite fraiseuse à commande numérique histoire d'avoir plus de libertés dans la réalisation de nos pièces. Après moult négociations avec les différents acteurs sur le marché, notre choix s'est porté sur la Badog X3, achetée directement chez Badog CNC.
A travers ce topic nous allons présenter un peu la machine, les améliorations et surtout, on va tâcher de montrer les possibilités de la machine en terme d'usinage, notre objectif étant la réalisation de deux robots en 1 à 2 mois...
Petit screen rapide de ce que devrait être notre petit robot... mais on y reviendra en détail un peu plus tard!

Je tâcherai de tenir ce premier post à jour. N'hésitez pas à poster vos conseils ou questions, nous débutons et vos conseils sont les bienvenus !!
Sommaire :
1 - Achat et réception de la machine
2 - Première mise en route
Dernière édition par ClubRobotESEO le Jeu 30 Oct 2014 - 14:21, édité 5 fois
ClubRobotESEO- petit nouveau

- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -


Re: Badog CNC X3
![]() dh42 Dim 26 Jan 2014 - 22:15
dh42 Dim 26 Jan 2014 - 22:15
Ça promet d'être un sujet intéressant ; une CNc, des robots
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Badog CNC X3
![]() ClubRobotESEO Dim 26 Jan 2014 - 22:20
ClubRobotESEO Dim 26 Jan 2014 - 22:20
Notre choix s’est donc porté sur la Badog X3 vendue par Badog. Après plusieurs coups de fil avec le gérant, super sympa au passage, nous avons décidé d’aller chercher la machine à Romont, en SUISSE.
Près de 1500km aller-retour, c’est long, mais ça se fait bien ! Nous avons été très bien accueillis et avons suivi une petite formation/présentation sur la machine nous étant destinée. D'ailleurs, nous avons pu vérifier que notre machine avait bel et bien été usinée par... une autre badog X3 ! À savoir que le gérant est très arrangeant, il nous a offert quelques fraises supplémentaires.
Le retour nous inquiétait un peu donc on n’a pas traîné. En effet, les douaniers que l’on avait contactés nous avaient dit qu’il y avait pas mal de paperasse à remplir pour sortir la machine de SUISSE. En réalité c’est passé tout seul. La SUISSE fait partie de l’espace Schengen, mais n’a pas signé l’union douanière : il faut donc payer la différence de TVA entre les deux pays (+11,6%). Le douanier a simplement regardé la facture et nous a demandé si l’on souhaitait payer en euros ou en francs suisses…
Bref 750km après la machine était dans nos locaux. La suite prochainement, avec une présentation de notre installation et de nos premiers usinages.
En attendant, voici une petite vidéo de notre voyage en SUISSE :
Dernière édition par ClubRobotESEO le Jeu 30 Jan 2014 - 12:32, édité 2 fois
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Jeu 30 Jan 2014 - 12:17
ClubRobotESEO Jeu 30 Jan 2014 - 12:17
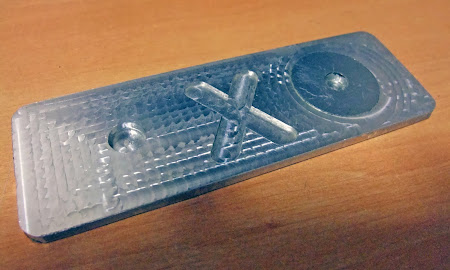
Une fois la machine arrivée dans nos locaux, on ne s'est pas fait prier pour l'essayer ! Premier test simple : traçage du logo du club. Tout semble marcher normalement

Ensuite montage de la broche (une Kress FME 1050) et premier copeaux (enfin c'était plutôt de la poussière...) !
Nous avons usiné du medium de 20mm. Vitesse de rotation ≈17000tr/min, vitesse de déplacement 700mm/min, profondeur de passe 4.5mm, fraise 1 dent de 6mm.

Les conditions d'usinage semblent bonnes, la machine ne peine pas d'un pouce. Le premier soucis rencontré est une faiblesse des points d'attaches qui lâchent lors de la dernière passe d'usinage, j'ai entouré la pièce sur laquelle le défaut apparaît sur la dernière image de ce post. Un second soucis sera détaillé dans un prochain post.





Petite vidéo rapide de l'usinage. Nos points d'attaches étant trop faiblards, on a été obligé de maintenir les pièces sur la dernière passe...
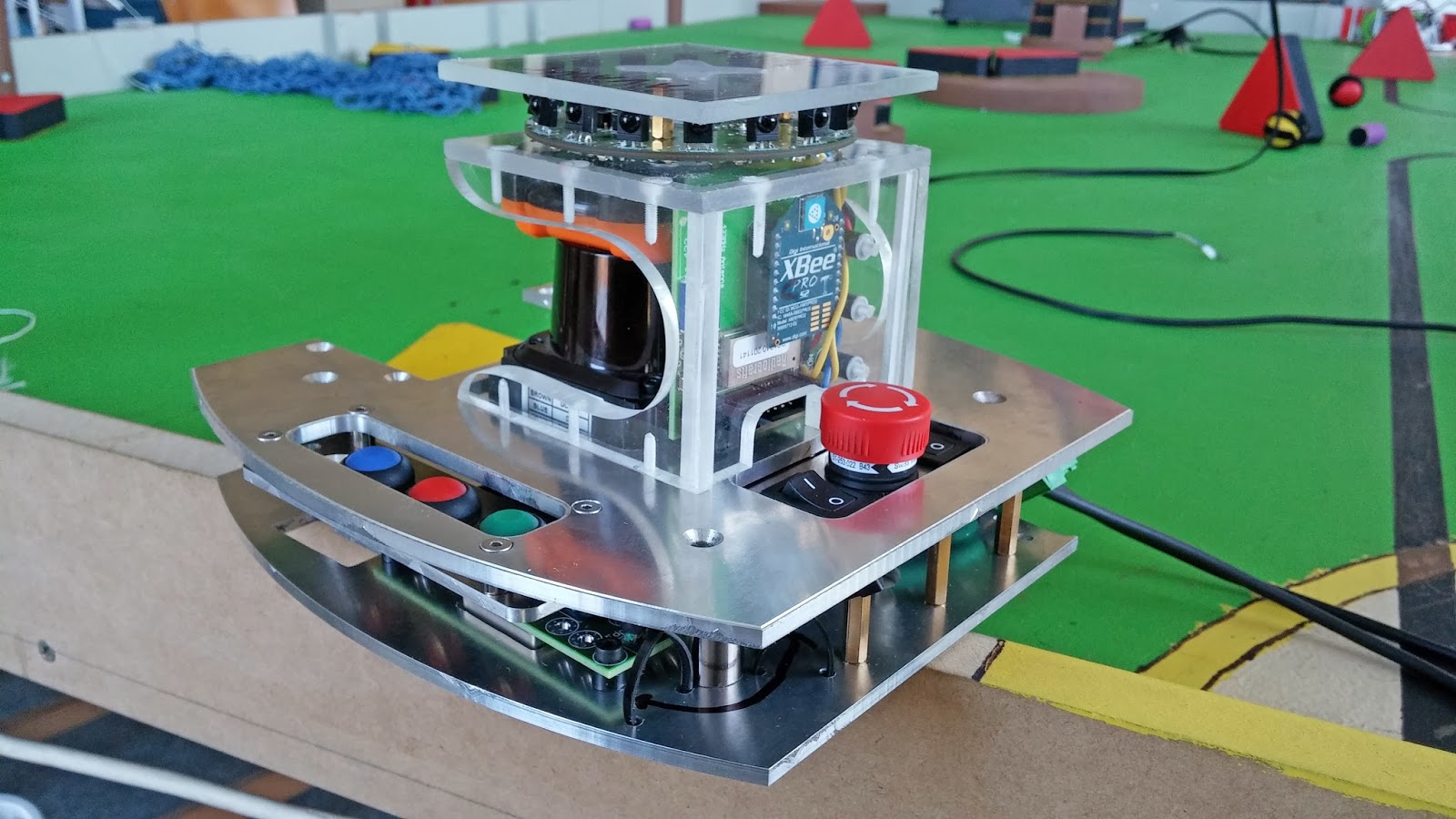
A suivre : les premières pièces qui équiperont nos robots : les supports de balises, usinés en plexiglass...
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() dh42 Jeu 30 Jan 2014 - 20:49
dh42 Jeu 30 Jan 2014 - 20:49
Ensuite montage de la broche (une Kress FME 1050) et premier copeaux (enfin c'était plutôt de la poussière...) !
Oui, le MDF c'est une horreur, ça bouche les filtres des aspi, ça pourris la machine si pas d'aspiration (ça rentre dans les VAB et les guidages, et ça fait la mélasse avec l'huile/graisse) ... et j'imagine que les poumons n'aiment pas non plus !
Tu peux facilement doubler ta vitesse d'avance à mon avis, ça fera un peu moins de poudre et la fraise chauffera moins. Dans ce matériau, tu peux prendre une avance par dent d'environ 1/50 du Ø de la fraise, soit 0.12 mm par dent, avec une fraise 1 dent à 17000 tr, ça ferais du 2000 mm/min environ. (et fraise carbure uniquement ; les HSS ne supportent pas longtemps le coté abrasif du MDF) Si la machine ne tient pas cette vitesse, alors il faudrait réduire la V de rotation. (PS après avoir usiné du MDF avec une fraise, tu peux la considérer comme inutilisable pour usiner de l'alu)
Pour les attaches, si ton soft de FAO le permet, un bon moyen est de faire en sorte que la dernière passe soit la plus fine possible, le but étant de garder de la matière tout le tour le plus longtemps possible et de finir avec une dernière passe qui générera peu d'efforts de coupe, donc moins de risque de casse des attaches.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Badog CNC X3
![]() ClubRobotESEO Ven 31 Jan 2014 - 10:19
ClubRobotESEO Ven 31 Jan 2014 - 10:19
dh42 a écrit:
Oui, le MDF c'est une horreur, ça bouche les filtres des aspi, ça pourris la machine si pas d'aspiration (ça rentre dans les VAB et les guidages, et ça fait la mélasse avec l'huile/graisse) ... et j'imagine que les poumons n'aiment pas non plus !
C'est vrai que ça s'infiltre vraiment partout ! D'un autre côté nous nous destinons principalement à usiner de l'alu et du plexi... mais il faudra qu'on mette en place une système d'aspiration, avec une jupe pour que les copeaux ne s'envolent pas trop..
dh42 a écrit:
Tu peux facilement doubler ta vitesse d'avance à mon avis, ça fera un peu moins de poudre et la fraise chauffera moins. Dans ce matériau, tu peux prendre une avance par dent d'environ 1/50 du Ø de la fraise, soit 0.12 mm par dent, avec une fraise 1 dent à 17000 tr, ça ferais du 2000 mm/min environ. (et fraise carbure uniquement ; les HSS ne supportent pas longtemps le coté abrasif du MDF) Si la machine ne tient pas cette vitesse, alors il faudrait réduire la V de rotation. (PS après avoir usiné du MDF avec une fraise, tu peux la considérer comme inutilisable pour usiner de l'alu)
C'est bon à savoir ! Il faut avouer que les réglages ont été fait au pif, la broche ne peinait pas à l'oreille donc ça nous allait. à chaque essai j'augmente un peu la vitesse d'avance, jusqu'au jour ou j'atteindrai la limite de la machine.. A vide la vitesse est limitée par le vieux pc qu'on utilise : moteurs 200 pas/tours, microstepping réglé sur 1/8 (peut être trop ?) -> vitesse limite à 2280mm/min. Du coup pour éviter tout bug j'essaye de rester en dessous de 1800 lors des déplacements hors matière...
Pour la fraise, elle nous a servi à faire pas mal de tests... Notre seul test dans l'alu n'était pas propre, mais les cotes étaient tenues ! Si je retrouve la photo je la posterai, mais du coup la fraise devait être "usée" (et les paramètres de coupe non maîtrisés...). En est-il de même pour le plexi ?
dh42 a écrit:
Pour les attaches, si ton soft de FAO le permet, un bon moyen est de faire en sorte que la dernière passe soit la plus fine possible, le but étant de garder de la matière tout le tour le plus longtemps possible et de finir avec une dernière passe qui générera peu d'efforts de coupe, donc moins de risque de casse des attaches.
On utilise Cambam, qui permet plus ou moins toutes les folies
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Ven 31 Jan 2014 - 11:48
ClubRobotESEO Ven 31 Jan 2014 - 11:48
L'état de surface n'est pas propre visuellement, mais les côtes sont bonnes... Une fraise 2 dents devrait nous donner des choses plus présentables. De plus, la pièce était fixé sur un martyr pas vraiment plat, ça n'arrange rien ! La table de la cnc est livrée vierge, il faut donc improviser sois-même une fixation.
Actuellement nous utilisons un martyr en bois, maintenu grâce à des serre-joints, sur lequel on vient fixer le brut. La semaine prochaine nous usinerons une matrice 40x40 de trous borgnes taraudés en M6 au sein même de la table. Nous viendront ajouter par dessus un martyr en MDF de 6mm. Cela vous parait-il cohérent ?
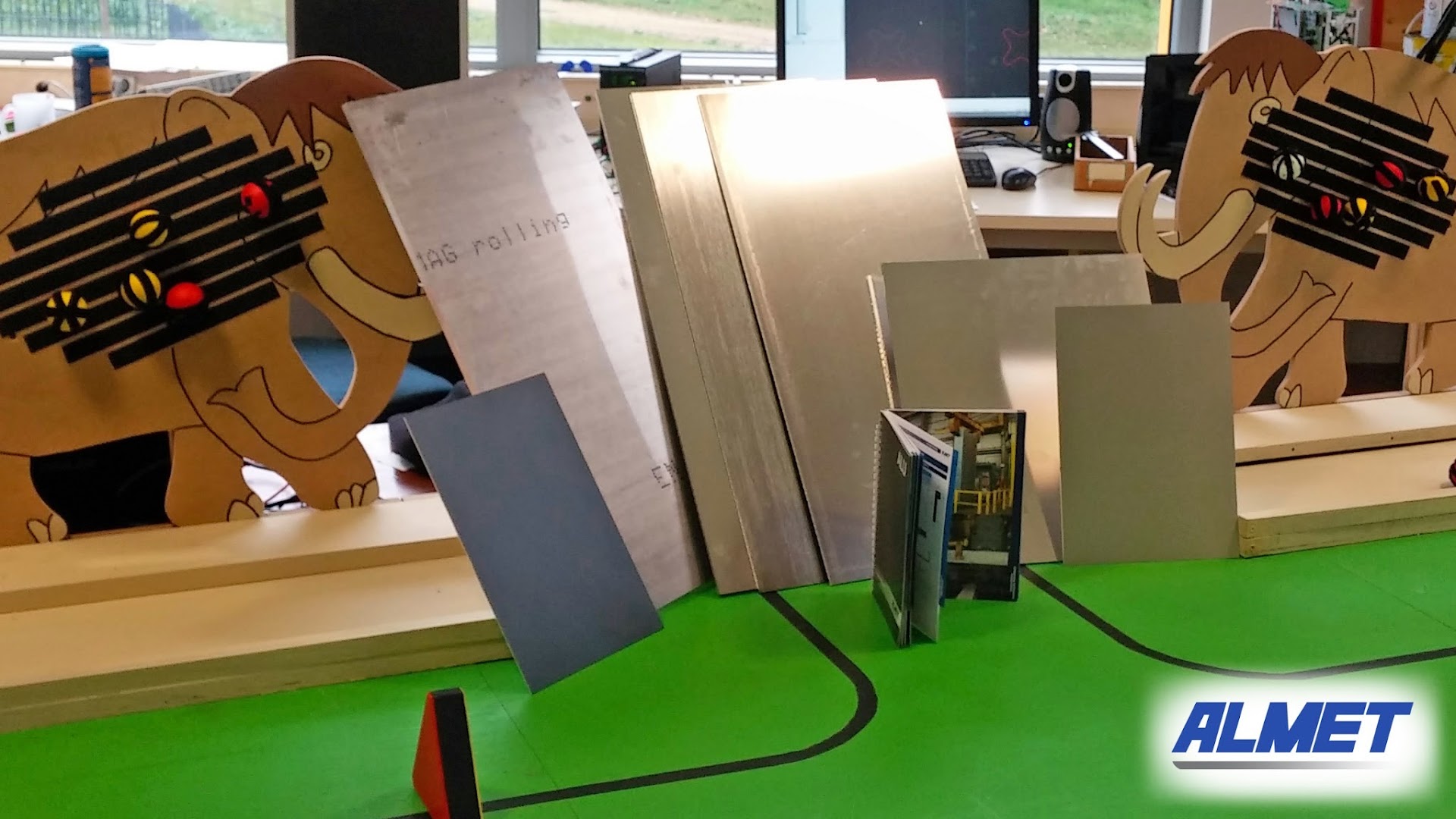
Au passage, hier nous avons reçu une trentaine de kilos d'alu de qualité pour l'usinage de robots cette année ! Un gros merci à notre partenaire ALMET METAL, près de Nantes, qui a été super réactif et qui à su nous conseiller !
Dernière édition par ClubRobotESEO le Jeu 30 Oct 2014 - 15:23, édité 1 fois
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() dh42 Ven 31 Jan 2014 - 19:32
dh42 Ven 31 Jan 2014 - 19:32
Pour un bon état de surface, il faut penser à faire des opérations d'ébauche et de finition ; c.a.d laisser quelques 1/10 de matière au fond et sur les cotés lors de l'ébauche (utilise 'surépaisseur' dans Cambam pour laisser de la matière sur les flancs verticaux, et ne met pas la profondeur finale au maxi, de façon à en laisser pour la finition), cela permettra de supprimer les défauts dus aux vibrations lors de passes importantes. (ça permet aussi d'avoir des cotes plus précises, car en plus d'obtenir une meilleure finition, tu rattrape également les flexions, très sensibles avec de petites fraises, et sur de petites machines)
De plus, dans l'alu, pour une belle finition il faut lubrifier au pétrole (genre pétrole pour chauffage d'appoint), voir au WD40, ça change tout !
Pour le plexi, rotation lente, sinon ça fond (je tourne à 5000 tr sur la Kress). Si ça fond encore, refroidissement à l'air comprimé, ou à l'eau.
Nous viendront ajouter par dessus un martyr en MDF de 6mm. Cela vous parait-il cohérent ?
En principe on n'usine pas du métal fixé sur une matière molle, ça engendre des vibrations et des erreurs de cotes .... et c'est pas bien avec le lubrif !!
(et ça s'écrase au serrage !)
Pour usiner des plaques d'alu, l'idéal serait un martyre en alu (penser à toujours surfacer le martyre après montage pour avoir une référence bien plane)
On utilise Cambam, qui permet plus ou moins toutes les folies Razz C'est carrément génial comme astuce !
Je pourrais t'aider si besoin, je le connais bien. (je suis le traducteur et bêta testeur)
Je ne comprenais pas trop l’intérêt de cette ligne sous Cambam, j'essayerai!
Oui, tu peux mettre une valeur dans le genre 0.5mm dans 'incrément dernière passe', et mettre l'incrément de passe 'normal' sur ta valeur de 4.5 mm, CB te gardera une passe de 0.5 pour la fin.
Un autre truc pas mal en découpe de contour, pour éviter les traces en strate à chaque niveau d'usinage, c'est d'utiliser une entrée dans la matière de type 'spirale', et de régler l'angle d'hélice sur 0 ; ça te fera une descente progressive en spirale autour de la pièce ; le pas de la spirale étant égale à la profondeur de passe.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/LeadMoves.htm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Badog CNC X3
![]() quinzequinces Jeu 13 Mar 2014 - 15:23
quinzequinces Jeu 13 Mar 2014 - 15:23
Quand la machine pousse autant de cris pendant l'usinage vous devriez probablement changer quelque chose.
Tout d'abord, votre fraise à une dent suffira pour l'ébauche mais ce n'est pas fait pour percer ou les coupes plongeantes. Les fraises à deux dents coupent normalement au centre ce que te permettra de plonger dans la matière.
Comme dh42 l'a bien dit, il faut faire une passe d'ébauche et une de finition. Vous pouvez continuer à utiliser votre fraise à une dent pour l'ébauche mais essayez une autre pour la finition. Vous trouverez que votre X3 vous laissera un état de surface brillant !
Si vous faites encore des essais je voudrais bien voir des résultats. Bonne chance !

quinzequinces- petit nouveau
- Messages : 2
Points : 6
Date d'inscription : 23/02/2014
Age : 50
Re: Badog CNC X3
![]() ClubRobotESEO Jeu 30 Oct 2014 - 15:34
ClubRobotESEO Jeu 30 Oct 2014 - 15:34
Du coup je vais tenter dans les prochains jours de vous montrer les quelques usinages réalisés cette année grâce notre Badog X3. Il y a de belles pièces, des moins belles aussi... c'est comme ça qu'on apprend !
A bientôt
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() kristoc'h Ven 31 Oct 2014 - 19:27
kristoc'h Ven 31 Oct 2014 - 19:27
une petite vidéo de la bête en action serait la bienvenue

kristoc'h- je prends du galon

- Messages : 52
Points : 126
Date d'inscription : 23/04/2012
Age : 49
Localisation : Penn Ar Bed
Re: Badog CNC X3
![]() ClubRobotESEO Mar 2 Déc 2014 - 16:32
ClubRobotESEO Mar 2 Déc 2014 - 16:32
Comme promis en cette rentrée un peu mouvementée, nous allons essayer de vous détailler quelques usinages que nous avons réalisés lors de l’année précédente.
Notre but est encore cette année de participer à la Coupe de France de Robotique. 2 équipes s’affrontent sur un terrain de 2m * 3m durant 1min30 et doivent réaliser différentes actions chaque année (les robots étant complétement autonomes).
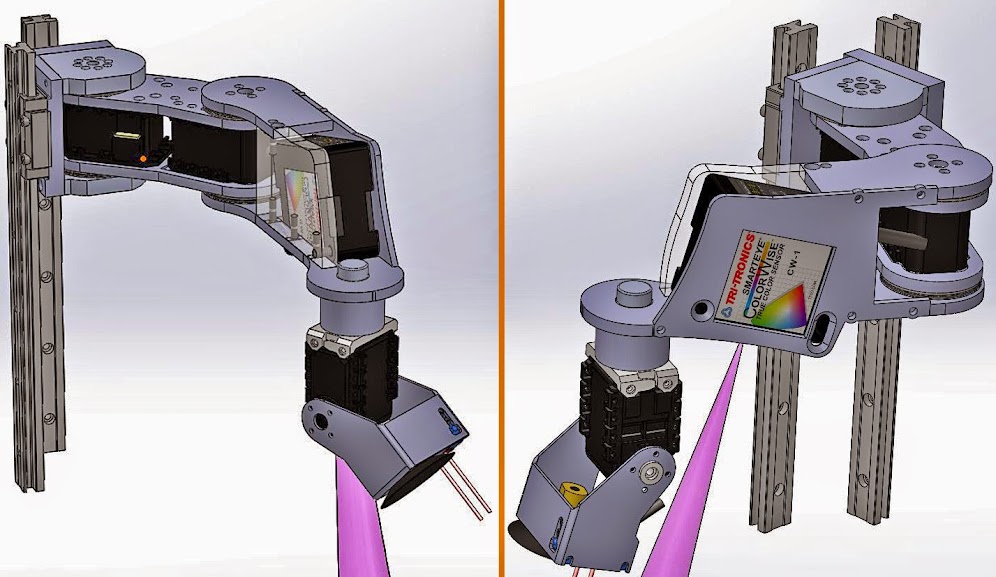
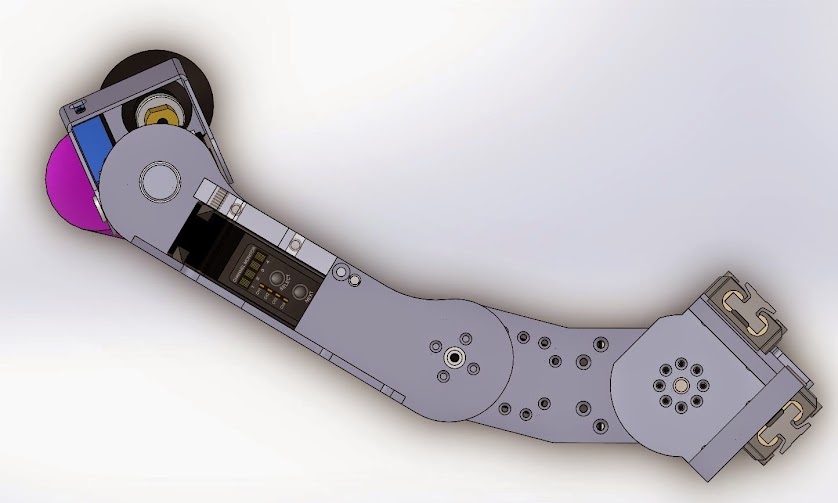
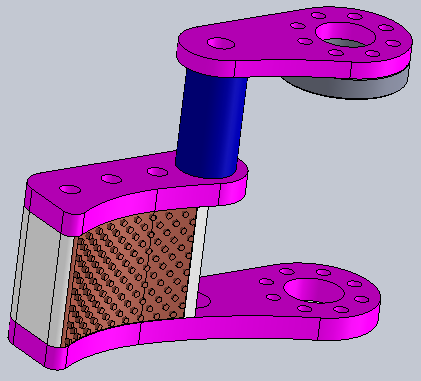
L’année dernière notre plus gros usinage a été la réalisation d’un bras avec 4 degrés de liberté ! Il ne nous a pas été énormément utile durant la coupe de France malheureusement, mais nous avons pu grâce à lui de mieux prendre en main la Badog X3 pour que cette année nous puissions réaliser des pièces sans encombres !
Ci-joint les photos de notre modélisation :
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 2 Déc 2014 - 16:42
ClubRobotESEO Mar 2 Déc 2014 - 16:42
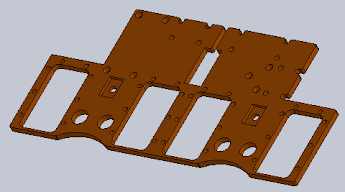
Nous avons utilisés différents matériaux pour notre usinage :
- Alu 8mm et 6mm nuance 2017 de chez ALMET METAL
- Alu 1.5mm brossé de chez ALMET METAL
- Plexi quelconque de 8mm
Les rails de translations visible sur la 1ère photo sont quant à eux en provenance de noter partenaire IGUS.
Voici des photos des pièces usinées :

ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 2 Déc 2014 - 16:50
ClubRobotESEO Mar 2 Déc 2014 - 16:50

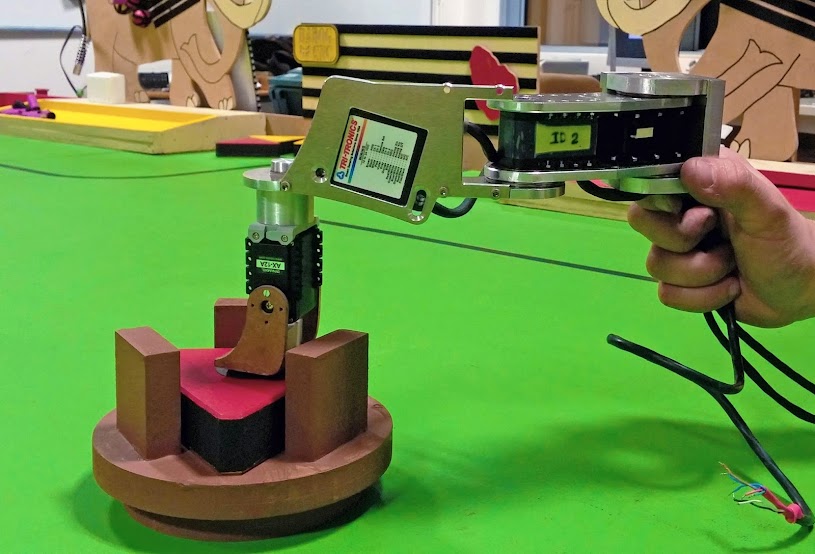
L’état de surface des pièces n’est pas idéale, surement due à des mauvais paramètres de coupes, ainsi qu’une lubrification peu suffisante qui sera bientôt résolue avec l’installation d’un arrosage automatique sur la machine (qui sera présenté dans un prochain post).
Les pièces sont maintenant prêtes à être assemblées !

ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 2 Déc 2014 - 16:52
ClubRobotESEO Mar 2 Déc 2014 - 16:52
Malheureusement, nous n’avons pas pris de vidéo de l’usinage du bras, cependant nous avons une autre vidéo d’une pièce en cours d’usinage représentant l’étage d’un des 2 robots.
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 7 Avr 2015 - 19:03
ClubRobotESEO Mar 7 Avr 2015 - 19:03
De retour pour la coupe de France 2015 ! Les mois précédents ont étés réservés au code et à l’électronique, désormais place à la mécanique !
Nous venons tout juste d’assembler tout ce que nous avons fait cet été comme pièces et la CNC est de nouveau prête à usiner :
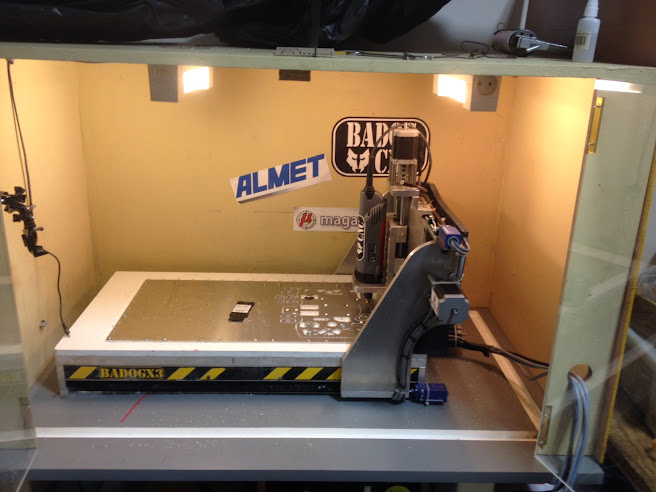
Vous pouvez y trouver sur le bas de la photo la table réalisée !
D’autres changements ont été effectués avant le lancement de la machine, en effet les accouplements souples montés d’origine sur la machine ont pris pas mal de jeux l’année dernière (usinage d’aluminium en majorité). Nous les avons donc remplacés par des accouplements rigides, qui se montent sans souci sur la mécanique d’origine. Seul le retrait des anciens accouplements a été un peu laborieux, preuve qu’ils étaient solidement fixés..
Les anciens coupleurs :

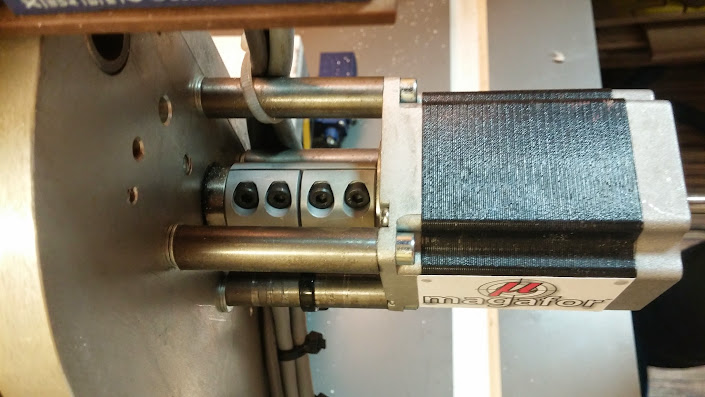
Aucune perte de pas à signaler, ni de perte de vitesse/couple. L’état de surface dans l’alu est bien meilleur !
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 7 Avr 2015 - 19:04
ClubRobotESEO Mar 7 Avr 2015 - 19:04
Tout d’abord nous avons rajouté une protection pour que les copeaux ne s’éparpillent pas partout, ça simplifie grandement le nettoyage post-usinage :

Comme vous pouvez le voir sur la photo suivante, les balais remplissent bien leur role :

Pour compléter un peu cette première protection, nous avons aussi installé une jupe de protection à l’arrière de la machine. Elle est constituée d’une simple bâche épaisseur (1.8mm) achetée en grande surface de jardinage (rayon des bassins extérieurs), puis découpée au cutter.

Les deux systèmes ensembles donnent de bons résultats. Ce genre de modif devrait être la première chose à monter sur de genre de petite fraiseuse vu le ratio gain propreté/coût.
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 7 Avr 2015 - 19:06
ClubRobotESEO Mar 7 Avr 2015 - 19:06
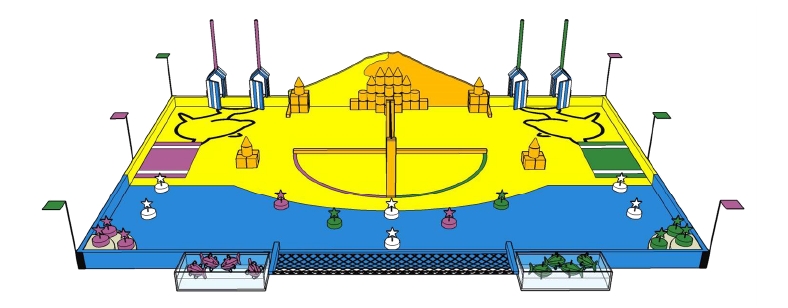
Cette année toujours un terrain de 2m*3m mais avec un thème différent : Robomovies !
Toujours des matchs de 1min30 mais avec différentes actions à réaliser, nous allons essayer en vous montrant les pièces réalisées à la CNC leur utilité dans notre robot
Voici le terrain ou toutes les équipes joueront :
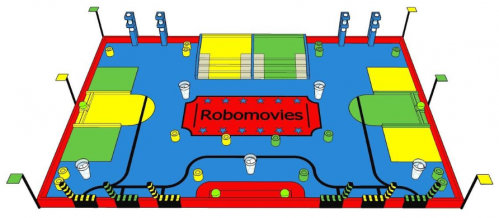
Vous pouvez y voir plusieurs « pieds » de 2 couleurs (jaune et vert). Ces pieds devront être empilés puis montés d’une balle de tennis pour former ce qu’on appelle un « spot »
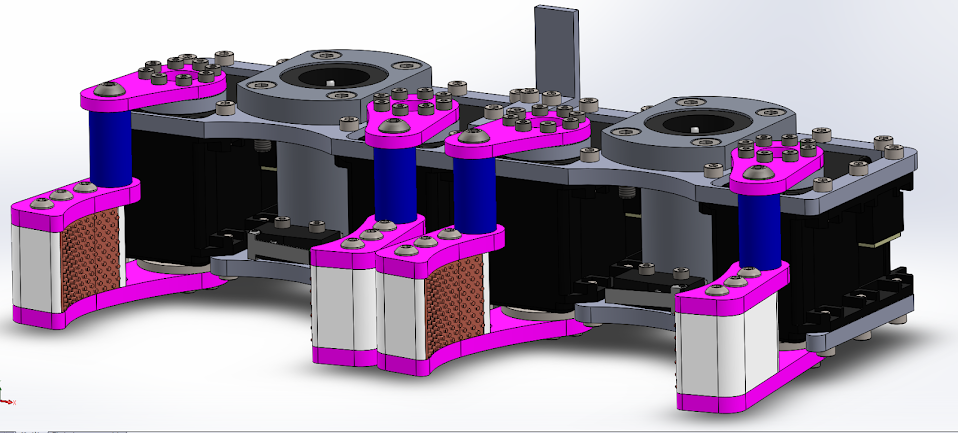
Pour cet actionneur, nous aurons besoin d’une pince pour attraper les pieds, ainsi que d’un ascenseur pour monter les pieds pour pouvoir les empiler !
Voici une image de l’actionneur final où vous pourrez retrouver toutes les pièces expliquées au-dessus :

ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 7 Avr 2015 - 19:08
ClubRobotESEO Mar 7 Avr 2015 - 19:08

ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Mar 7 Avr 2015 - 19:09
ClubRobotESEO Mar 7 Avr 2015 - 19:09
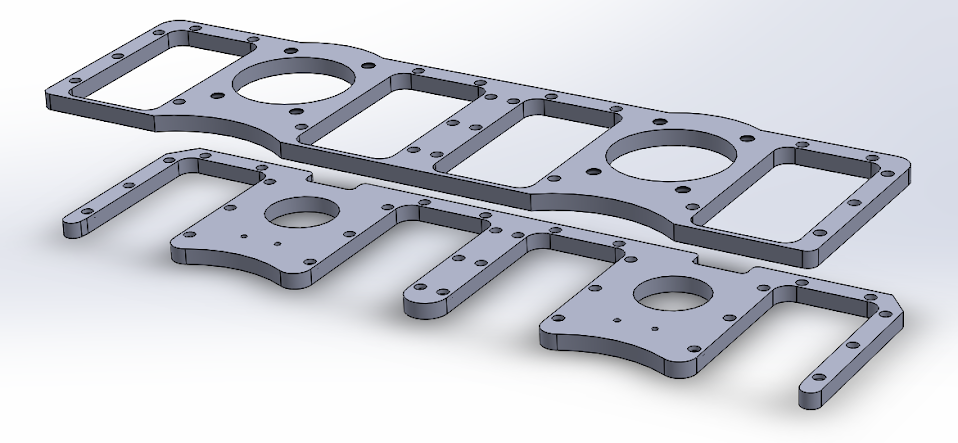
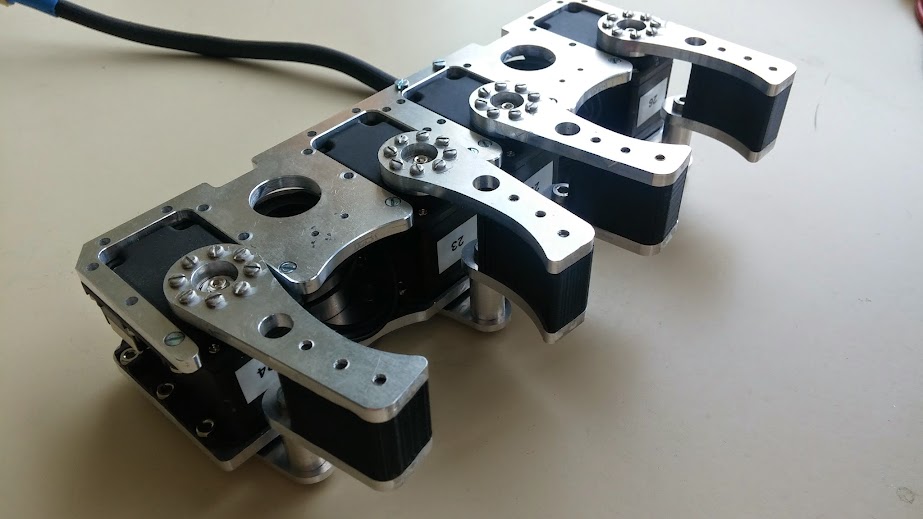
Le tout s’assemble parfaitement, c’est plutôt plaisant :

La pièce ci-dessous ressemble beaucoup à celle d’avant, sauf qu’elle est munie d’une plaque supérieure pour y fixer un moteur à courant continu (de marque Faulhaber) qui montera et descendra l’ascenseur grâce à une courroie.
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -

bob47- complétement accro

- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Badog CNC X3
![]() ClubRobotESEO Jeu 1 Oct 2015 - 17:53
ClubRobotESEO Jeu 1 Oct 2015 - 17:53
Cette année encore, nous participerons à la coupe de France de robotique qui se déroulera en mai.
Cette fois, le thème est : La plage !
Construction de château, pêche de poissons et ramassage de coquillages seront au rendez-vous !
On vous tiendra au courant de nos avancées de cette année. En attendant de faire chauffer les fraises, je vous offre une petite vidéo récapitulative des réalisations de notre CNC de l’année dernière
ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ClubRobotESEO Dim 4 Oct 2015 - 21:34
ClubRobotESEO Dim 4 Oct 2015 - 21:34
On est resté plutôt simple dans le nettoyage, pour éviter les soucis de remontage.
On a commencé par retirer les moteurs pas à pas. Un petit coup de compresseur puis de chiffon, et ils sont propres.
L’axe Z est celui le plus exposé aux copeaux d’aluminium, donc on démonte le support de la broche pour accéder à la vis sans fin et aux glissières associées. On nettoie le tout et on remet un peu de graisse.


Même punition pour l’axe Y, avant de tout remonter.


L’axe X étant protégé, on a préféré éviter de le toucher pour éviter tout jeu.
La CNC est presque prête à réusiner ! Avant ça, il va falloir surfacer le martyr, qui en a bien bavé jusque-là

ClubRobotESEO- petit nouveau
- Messages : 36
Points : 74
Date d'inscription : 26/01/2014
Age : 30
Localisation : Angers -
Re: Badog CNC X3
![]() ricoud Lun 5 Oct 2015 - 10:17
ricoud Lun 5 Oct 2015 - 10:17
ricoud- complétement accro
- Messages : 1491
Points : 1842
Date d'inscription : 04/01/2014
Age : 45
Localisation : Nord Isere
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Une carte du monde prise par la NASA sur bois avec Badog CNC artisan