






ESS+BoB benezan
4 participants
Page 4 sur 4
Page 4 sur 4 •  1, 2, 3, 4
1, 2, 3, 4

 Re: ESS+BoB benezan
Re: ESS+BoB benezan
![]() dh42 Sam 16 Jan 2021 - 21:33
dh42 Sam 16 Jan 2021 - 21:33
jpcad64 a écrit:Sur l'ecran diagnostic de Mach3, lorsque j'active la broche, j'entend bien le relai1, la led s'allume, et la sortie1 est rouge??
++José
Ok, c'est normal ... mais le 0-10V n'a rien à voir avec le relais ; le M/A et la variation de vitesse sont 2 choses complètement séparées.
++
David
dh42- Admin

- Messages : 25660
Date d'inscription : 21/06/2009 -


Re: ESS+BoB benezan
![]() jpcad64 Sam 16 Jan 2021 - 21:43
jpcad64 Sam 16 Jan 2021 - 21:43
Je viens de faire une calibration spindle et la réponse: "PWM bumped to minimum setting" Je continu de chercher mais là je ne vois pas du tout. Il y a surement un paramètre qui ne va pas.....ZUT! Dans Mach3 j'envoi un S 10000 par exemple avec un incrément de 500, il fait varier la consigne mais il ne m'affiche pas les tr/min...mais je crois que c'est normal...
++José
++José

jpcad64- posteur Régulier

- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() dh42 Sam 16 Jan 2021 - 21:56
dh42 Sam 16 Jan 2021 - 21:56
fallait surtout pas !!! , si tu calibre la broche alors que tu n'a pas de capteur de vitesse de broche, ensuite, ça fait n'importe quoi ..
Ferme Mach3, vas dans le dossier Mach3/macros/le nom de ton profil machine et supprime le fichier linearity.dat pour réparer cette gaffe
Tu peux mettre ton .xml de config en PJ que je regarde (zip le)
Tu a bien réglé tes v min et max comme sur le post de JP ?
Tu est bien sûr de lui donner des vitesses de rotation correctes (et dans la bonne case !) .. si c'est sur l'UI marron de Mach3FR, la valeur est à entrer dans la case S
Oui, ça c'est pour le retour de vitesse, et comme tu n'en a pas.
++
David
Ferme Mach3, vas dans le dossier Mach3/macros/le nom de ton profil machine et supprime le fichier linearity.dat pour réparer cette gaffe
Tu peux mettre ton .xml de config en PJ que je regarde (zip le)
Tu a bien réglé tes v min et max comme sur le post de JP ?
Tu est bien sûr de lui donner des vitesses de rotation correctes (et dans la bonne case !) .. si c'est sur l'UI marron de Mach3FR, la valeur est à entrer dans la case S
mais il ne m'affiche pas les tr/min...mais je crois que c'est normal...
Oui, ça c'est pour le retour de vitesse, et comme tu n'en a pas.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: ESS+BoB benezan
![]() jpcad64 Sam 16 Jan 2021 - 22:13
jpcad64 Sam 16 Jan 2021 - 22:13
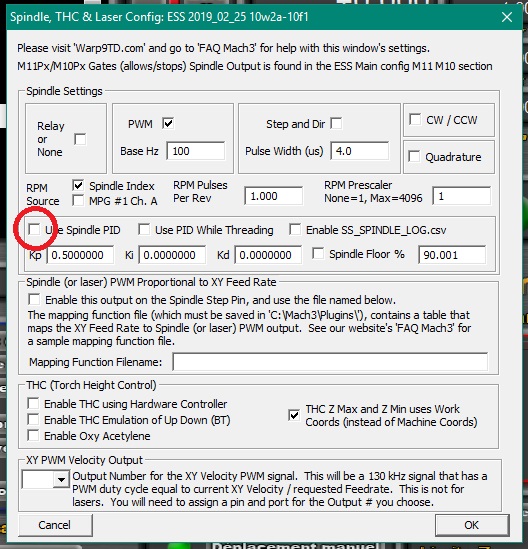
Oups!! savait pas...en PJ le fichier ESS_JP.zip . Bon je crois avoir trouvé: dans le plugin de l'ESS, il y avait une option:"use spindle PID" qui était cochée. En décochant, j'obtiens bien ma variation de 0 à 10v !!! Cool, j'espère que je n'ai pas trop gaffé avec la calibration du spindle...Tu me diras, je vais connecter ma broche de ce pas...
++Jose
++Jose
- Fichiers joints

- ESS_JP.zip Vous n'avez pas la permission de télécharger les fichiers joints.(15 Ko) Téléchargé 3 fois
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() jpcad64 Sam 16 Jan 2021 - 22:26
jpcad64 Sam 16 Jan 2021 - 22:26
Effectivement, il me fait n'importe quoi, a s=6000, le vario m'affiche 12240!! et a s=12000, il affiche 24000 tr/min....
"Tu a bien réglé tes v min et max comme sur le post de JP ?" --> quels v min et max?
++José
"Tu a bien réglé tes v min et max comme sur le post de JP ?" --> quels v min et max?
++José
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() dh42 Sam 16 Jan 2021 - 22:59
dh42 Sam 16 Jan 2021 - 22:59
Effectivement, il me fait n'importe quoi, a s=6000, le vario m'affiche 12240!! et a s=12000, il affiche 24000 tr/min....
Donc supprime le fichier "linearity.dat" comme expliqué plus haut. (ne te trompe pas de dossier, il doit avoir le même nom que ton profil machine)
quels v min et max?
Dans config/spindle pulleys

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: ESS+BoB benezan
![]() dh42 Sam 16 Jan 2021 - 23:02
dh42 Sam 16 Jan 2021 - 23:02
... et si ton vario ne te donne pas les bonnes vitesses à l'affichage, vérifie que PD144 soit réglé sur 3000 (dans la config du vario)
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: ESS+BoB benezan
![]() jpcad64 Sam 16 Jan 2021 - 23:05
jpcad64 Sam 16 Jan 2021 - 23:05
Ok, merci encore une fois David. Demain je referai des tests, car je n'ai pas supprimé le bon linearity.dat....
J'espère que tout cela servira à d'autres passionnés de CNC.
Bonne soirée à tous.
++José
J'espère que tout cela servira à d'autres passionnés de CNC.
Bonne soirée à tous.
++José
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() dh42 Sam 16 Jan 2021 - 23:06
dh42 Sam 16 Jan 2021 - 23:06
dans le plugin de l'ESS, il y avait une option:"use spindle PID"
Tu a une copie d'écran ? ... je ne le trouve pas ce réglage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: ESS+BoB benezan
![]() dh42 Sam 16 Jan 2021 - 23:11
dh42 Sam 16 Jan 2021 - 23:11
Demain je referai des tests, car je n'ai pas supprimé le bon linearity.dat....
Il est dans C:\Mach3\macros\ESS_JP
Pense à fermer Mach3 avant
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: ESS+BoB benezan
![]() jpcad64 Dim 17 Jan 2021 - 9:39
jpcad64 Dim 17 Jan 2021 - 9:39
Salut, voici:
Je vais faire des tests de fréquence, à voir...
++Jose

Je vais faire des tests de fréquence, à voir...
++Jose
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
mauvaises vitesses du vario Huanyang
![]() jpcad64 Dim 17 Jan 2021 - 15:48
jpcad64 Dim 17 Jan 2021 - 15:48
Salut, j'ai vérifié le Pd144 il est a 3000. Pour les autres Pd, je n'ai rien touché car ça fonctionnait avant avec ma carte Bitsensor.
Le vario m'affiche des vitesses non proportionnelles...pour S=12000 il m'affiche 24000 tr/min!
Je ne vois plus quoi vérifier...peut-être tous les paramètres du vario?
++José
Le vario m'affiche des vitesses non proportionnelles...pour S=12000 il m'affiche 24000 tr/min!
Je ne vois plus quoi vérifier...peut-être tous les paramètres du vario?
++José
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() jpcad64 Dim 17 Jan 2021 - 17:02
jpcad64 Dim 17 Jan 2021 - 17:02
La suite de mes recherches:


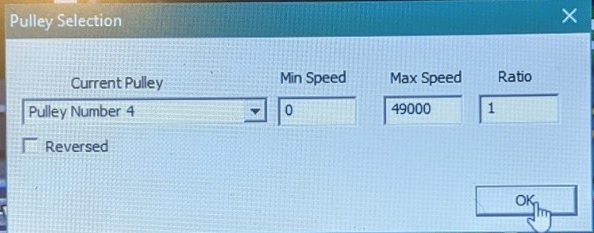
Très curieux, il faut je monte à 49000 tr/min le max speed pour caler mon PWM !? Est-ce que que ça pose un problème? quelqu'un à déja-t-il eu ce genre de réglage à faire?
++José



Très curieux, il faut je monte à 49000 tr/min le max speed pour caler mon PWM !? Est-ce que que ça pose un problème? quelqu'un à déja-t-il eu ce genre de réglage à faire?
++José
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() dh42 Dim 17 Jan 2021 - 23:48
dh42 Dim 17 Jan 2021 - 23:48
Salut,
Ok pour le "use spindle PID", je ne l'ai pas sur mon plugin, ça doit être une option récente ..
Pour le réglage vario, vérifie que PD143 soit sur 2 (moteur 2 poles)
Possible aussi qu'il faille décocher le "spindle index" car tu n'a pas de retour de vitesse sur ta broche.
++
David
Ok pour le "use spindle PID", je ne l'ai pas sur mon plugin, ça doit être une option récente ..
Pour le réglage vario, vérifie que PD143 soit sur 2 (moteur 2 poles)
Possible aussi qu'il faille décocher le "spindle index" car tu n'a pas de retour de vitesse sur ta broche.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: ESS+BoB benezan
![]() jpcad64 Lun 18 Jan 2021 - 18:41
jpcad64 Lun 18 Jan 2021 - 18:41
Salut, après moultes essais, je ne vois pas ce qui cloche; mon PD143 est sur 2 pôles et le spindle index n'a aucun effet. Je me retrouve donc avec un
spindle pulley à Vmin= 0 et Vmax=49000 tr/min ... Mon vario dans ce cas m'affiche les bonnes vitesses?! Que faut-il comprendre que le vario est de la daube ou bien c'est Mach3 qui fait des siennes.... A S=12000 ma tension est de 2.7 v....
++ José
spindle pulley à Vmin= 0 et Vmax=49000 tr/min ... Mon vario dans ce cas m'affiche les bonnes vitesses?! Que faut-il comprendre que le vario est de la daube ou bien c'est Mach3 qui fait des siennes.... A S=12000 ma tension est de 2.7 v....
++ José
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() dh42 Mar 19 Jan 2021 - 0:55
dh42 Mar 19 Jan 2021 - 0:55
Salut,
Ce qu'il faudrait savoir, c'est la fréquence ; à 24000 tr, la fréquence doit être de 400 Hz, 200Hz à 12000 tr.
Elle devrait être d'environ 5V pour 12000 tr avec le bon réglage dans spindle pulleys (0 - 24000) ; mais effectivement si tu est réglé à 0 - 49000, alors les 2.7V pour 12000 tr sont OK ... ça ne semble donc pas venir de Mach3 ni de la carte.
Donc pour résumer, avec un réglage 0 - 24000 dans spindle pulleys, tu dois trouver 5V pour 12000 tr demandé à Mach3 (200Hz sur le vario) et 10V pour 24000 tr (400 Hz) ; si la vitesse ne correspond pas sur le vario alors le pb est au niveau des réglages du vario.
++
David
Ce qu'il faudrait savoir, c'est la fréquence ; à 24000 tr, la fréquence doit être de 400 Hz, 200Hz à 12000 tr.
A S=12000 ma tension est de 2.7 v....
Elle devrait être d'environ 5V pour 12000 tr avec le bon réglage dans spindle pulleys (0 - 24000) ; mais effectivement si tu est réglé à 0 - 49000, alors les 2.7V pour 12000 tr sont OK ... ça ne semble donc pas venir de Mach3 ni de la carte.
Donc pour résumer, avec un réglage 0 - 24000 dans spindle pulleys, tu dois trouver 5V pour 12000 tr demandé à Mach3 (200Hz sur le vario) et 10V pour 24000 tr (400 Hz) ; si la vitesse ne correspond pas sur le vario alors le pb est au niveau des réglages du vario.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
fin du probleme: spindle pulley mach3
![]() jpcad64 Mar 19 Jan 2021 - 11:50
jpcad64 Mar 19 Jan 2021 - 11:50
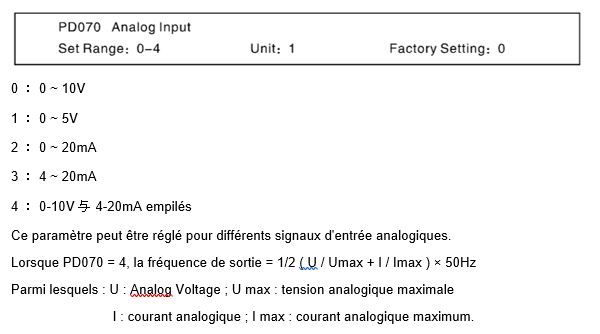
Salut, bon, cette fois j'ai trouvé en fouillant sur le forum et avec l'aide de David. La solution: le PD70 qui était réglé sur (0;5v)...En le basculant sur (0;10v) je retrouve les bonnes valeurs de fréquence avec le Vmax=24000tr/min dans spindle pulley.
Merci encore pour l'aide apportée. Je continuerai d'alimenter ce fil pendant le montage définitif de ma CNC et les tests....
++José

Merci encore pour l'aide apportée. Je continuerai d'alimenter ce fil pendant le montage définitif de ma CNC et les tests....
++José
jpcad64- posteur Régulier
- Messages : 100
Points : 112
Date d'inscription : 06/08/2019
Age : 59
Localisation : montpellier
Re: ESS+BoB benezan
![]() dh42 Mar 19 Jan 2021 - 12:28
dh42 Mar 19 Jan 2021 - 12:28
Re
J'aurais du y penser !, d'autant plus que j'ai galéré aussi pour régler un HY pour un gars du forum il y a quelques années à cause de ce réglage en 0-5V
(mais c'était avec un potar, pas avec un pilotage via le soft)
++
David
J'aurais du y penser !, d'autant plus que j'ai galéré aussi pour régler un HY pour un gars du forum il y a quelques années à cause de ce réglage en 0-5V
(mais c'était avec un potar, pas avec un pilotage via le soft)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 4 sur 4 • 1, 2, 3, 4


Page 4 sur 4
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum