






arrivée de la 1010px, enfin
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

 Re: arrivée de la 1010px, enfin
Re: arrivée de la 1010px, enfin
![]() pierre2410 Sam 30 Juil 2016 - 16:30
pierre2410 Sam 30 Juil 2016 - 16:30
pierre2410- très actif

- Messages : 359
Date d'inscription : 05/10/2015

Re: arrivée de la 1010px, enfin
![]() diomedea Sam 30 Juil 2016 - 17:20
diomedea Sam 30 Juil 2016 - 17:20
C'est celle ci?
http://www.sorotec.de/shop/Spindles/hf-spindles-manual/elte-spindles/HF-Spindle-Elte-1-1KW-220V-24000rpm--incl--FU.html

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)

pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: arrivée de la 1010px, enfin
![]() dh42 Sam 30 Juil 2016 - 21:39
dh42 Sam 30 Juil 2016 - 21:39
JP, pourquoi veux tu changer ta broche ?
Attention, la ELTE du lien est moins puissante que ta suhner
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: arrivée de la 1010px, enfin
![]() dh42 Sam 30 Juil 2016 - 21:54
dh42 Sam 30 Juil 2016 - 21:54
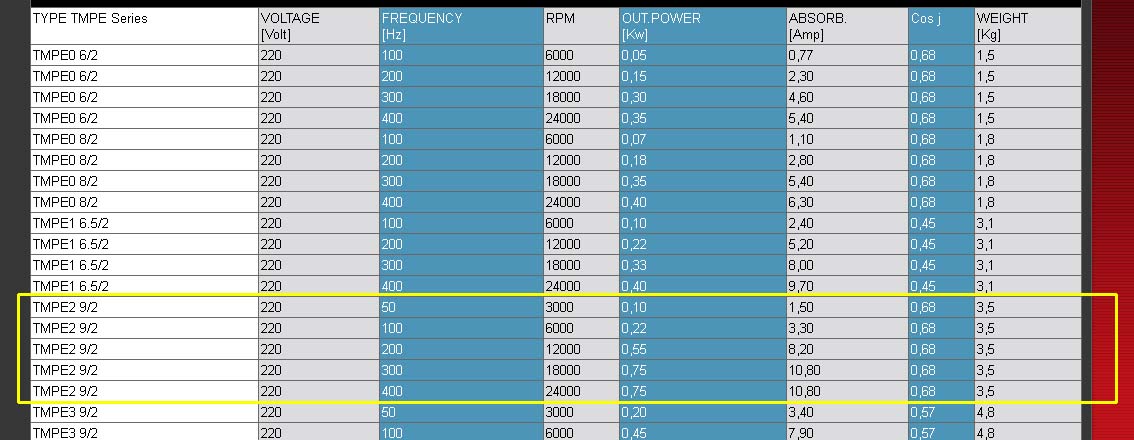
Pour le pilotage de la vitesse par Mach3, je pense que c'est mort ; il ne semble pas y avoir cette possibilité sur la version mono du variateur, seule la version tri à ça (donc il faut du tri en entrée de vario)
http://www.eltesrl.com/index.php?option=com_content&view=article&id=84&Itemid=167&lang=en
un tableau intéressant qui donne la puissance restitué en fonction de la V de rotation.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: arrivée de la 1010px, enfin
![]() diomedea Dim 31 Juil 2016 - 8:26
diomedea Dim 31 Juil 2016 - 8:26
Comme je l'ai dit sur mon fil, je pense que la BZT mérite mieux qu'un moteur à charbon, même s'il est de qualité!dh42 a écrit:JP, pourquoi veux tu changer ta broche ?
Oui je suis conscient pour les pinces, c'est d'ailleurs un des critères qui m'incite à changer. Avec la Suhner les 3 pinces supplémentaires (3.15, 6 et 10) m’ont coutées près de 100€! Alors qu'on trouve des jeux complet de pinces ER20 de 1 à 12mm, pour moins de 50€... J'en ai même vu à 23,69€ les 13 en port gratuit!dh42 a écrit:Attention, la ELTE du lien est moins puissante que ta suhner(et bien sur, les pinces ne sont pas compatibles)
J'aimerais bien garder la même puissance que la Suhner, j'ai vu ça: http://www.technimaniacs.fr/accessoires/314-electrobroche-hf-16-kw-inverter-accessoires.html J'ignore ce que ça vaut...
Quelles sont les raisons qui t'on poussé à passer sur une broche triphasée?
Bon dimanche,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: arrivée de la 1010px, enfin
![]() Hervé-34 Dim 31 Juil 2016 - 13:00
Hervé-34 Dim 31 Juil 2016 - 13:00
diomedea a écrit:
j'ai vu ça: http://www.technimaniacs.fr/accessoires/314-electrobroche-hf-16-kw-inverter-accessoires.html J'ignore ce que ça vaut..
JPaul
Pourquoi choisir une broche qui ne va " qu'à " 18000 tours ? et " qu'a " 300 hz ?
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: arrivée de la 1010px, enfin
![]() diomedea Dim 31 Juil 2016 - 13:10
diomedea Dim 31 Juil 2016 - 13:10
Je n'en sais trop rien, c'est pour ça que je pose des questions!Hervé-34 a écrit:Pourquoi choisir une broche qui ne va " qu'à " 18000 tours ? et " qu'a " 300 hz ?
Cela dit, 18000 tr/min c'est déjà bien, Avec ma Suhner je vais rarement au delà!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: arrivée de la 1010px, enfin
![]() dh42 Dim 31 Juil 2016 - 17:49
dh42 Dim 31 Juil 2016 - 17:49
Quelles sont les raisons qui t'on poussé à passer sur une broche triphasée?
Bruit, rigidité de la fixation, usure des charbons (à changer toute les 200h pour utilisation à 24000 tr sur une Kress), pas de couple à faible vitesse (5000 tr)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: arrivée de la 1010px, enfin
![]() pierre2410 Dim 31 Juil 2016 - 18:48
pierre2410 Dim 31 Juil 2016 - 18:48
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: arrivée de la 1010px, enfin
![]() diomedea Dim 31 Juil 2016 - 18:52
diomedea Dim 31 Juil 2016 - 18:52
Salut David,dh42 a écrit:Bruit, rigidité de la fixation, usure des charbons (à changer toute les 200h pour utilisation à 24000 tr sur une Kress), pas de couple à faible vitesse (5000 tr)
Donc pour à peu près les mêmes raisons que souhaite changer la mienne!
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: arrivée de la 1010px, enfin
![]() dh42 Dim 31 Juil 2016 - 22:23
dh42 Dim 31 Juil 2016 - 22:23
@pierre, tu peux essayer de réduire l'avance pour voir si tu a un meilleur résultat ; 0.1 / dents, c'est pour de l'ébauche. le plus important c'est de ne pas descendre en dessous de 0.01 pour l'avance/dent (Fz)
... et puis il fait expérimenter, c'est la seule manière d'avancer
bien sur, il faut que les outils coupent bien
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: arrivée de la 1010px, enfin
![]() eric44 Dim 31 Juil 2016 - 22:47
eric44 Dim 31 Juil 2016 - 22:47
J'ai celle ci,
http://www.cnc-shop.ch/broche-vfd.htm
A mon avis les broches de 2.2 se ressemble après c'est le variateur qui est plus ou moins de bonne qualité, il me semble.
@+
Eric

eric44- complétement accro
- Messages : 1659
Points : 2166
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: arrivée de la 1010px, enfin
![]() dh42 Dim 31 Juil 2016 - 22:57
dh42 Dim 31 Juil 2016 - 22:57
Lol, en parlant de broche, j'ai passé toute l'après midi à essayer de piloter ma broche (la vitesse) via Mach3 ... fiasco !, impossible d'en tirer quoi que ce soit
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
eric44- complétement accro
- Messages : 1659
Points : 2166
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: arrivée de la 1010px, enfin
![]() dh42 Dim 31 Juil 2016 - 23:07
dh42 Dim 31 Juil 2016 - 23:07
eric44 a écrit:Avec une interface SS ?
@+
Eric
Non, direct en port //, avec le PWM et la sortie 0-10v de la Bob ... j'ai tout configuré comme ils disent sur la doc de la BoB, mais rien à faire, j'ai 10V en permanence à la sortie de la carte quelque soit la consigne de vitesse donnée. (vérifié au multimètre sur les bornes de sortie du 0-10v, je n'ai pas essayé de la brancher sur le vario)
Les 10v apparaissent dès que Mach3 est prèt (reset allumé fixe) .... mystère
la doc de ma BoB.
http://www.sorotec.de/webshop/Bedienungsanleitungen/Interface/MiniBreakout/Breakout8-Manual.pdf
++
david
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: arrivée de la 1010px, enfin
![]() seb92 Dim 31 Juil 2016 - 23:40
seb92 Dim 31 Juil 2016 - 23:40
j'ai acheté tout mon matériel électronique chez eux ; j'avais eu un problème de connection à l'époque…
un mail… et réponse quasi immédiate !
Super SAV et ça avait marché !
tentes le mail pour résoudre ton problème ; j'avais trouvé leur services au TOP !!

seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: arrivée de la 1010px, enfin
![]() dh42 Dim 31 Juil 2016 - 23:42
dh42 Dim 31 Juil 2016 - 23:42
tentes le mail pour résoudre ton problème ; j'avais trouvé leur services au TOP
Je viens juste d'envoyer un mail à Sorotec ... on verra si j'ai une réponse ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: arrivée de la 1010px, enfin
![]() seb92 Lun 1 Aoû 2016 - 0:27
seb92 Lun 1 Aoû 2016 - 0:27
Sorotec se fournissent peut-être chez eux pour ce type de carte…
Chez benezan, c'est aussi des pros en dépannage électronique… quand on achète chez eux !
on croise les doigts pour toi !
seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: arrivée de la 1010px, enfin
![]() calagan57 Lun 1 Aoû 2016 - 9:46
calagan57 Lun 1 Aoû 2016 - 9:46
Vous me faite envie avec vos beaux jouets!

STP poste des photos de l’atelier, des pièces réalisées ....
Bon courage pour la suite!

calagan57- très actif
- Messages : 223
Points : 253
Date d'inscription : 24/01/2016
Age : 43
Localisation : Metz
Re: arrivée de la 1010px, enfin
![]() SD 31 Lun 1 Aoû 2016 - 10:08
SD 31 Lun 1 Aoû 2016 - 10:08
diomedea a écrit:Je n'en sais trop rien, c'est pour ça que je pose des questions!Hervé-34 a écrit:Pourquoi choisir une broche qui ne va " qu'à " 18000 tours ? et " qu'a " 300 hz ?
Cela dit, 18000 tr/min c'est déjà bien, Avec ma Suhner je vais rarement au delà!
Bonjour
je donne mon avis avec un peux de retard, mais pour les broches Elte en 18000 trs leur plages d'utilisations sont de 1000 trs à 18000 trs et comme le dis David le bruit à 24000 trs n'est pas négligeable. Une alternative sans liquide c'est les HSD avec ventilo mais le prix... une vidéo comparatif
https://www.facebook.com/sorotec/videos/1230048603679446/
SD 31- acharné du forum

- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: arrivée de la 1010px, enfin
![]() diomedea Lun 1 Aoû 2016 - 10:52
diomedea Lun 1 Aoû 2016 - 10:52
Merci pour vos réponses!
Mais j'ai créé un autre fil sur le sujet, pour éviter de polluer celui ci...
Dernière édition par diomedea le Lun 1 Aoû 2016 - 11:08, édité 1 fois
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: arrivée de la 1010px, enfin
![]() SD 31 Lun 1 Aoû 2016 - 10:55
SD 31 Lun 1 Aoû 2016 - 10:55
diomedea a écrit:Bonjour à tous,
Merci pour vos réponses!
Mais j'ai créé un autre fil sur le sujet: http://www.metabricoleur.com/t7383p25-besoin-d-aide-pour-le-choix-d-une-broche-cnc#235925 pour éviter de polluer celui ci...
oki
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: arrivée de la 1010px, enfin
![]() pierre2410 Lun 1 Aoû 2016 - 13:53
pierre2410 Lun 1 Aoû 2016 - 13:53




(rien a faire il me met tjrs mes images retournées...)
David, j'ai encore pleins de questions (désolé )
- Pour l'avance en plongée, est ce que cest pareil que l'avance sur le plan XY? moi je mets vers les 1000 maxi en general, je sais pas si je suis bon
-pour le Fz, tu me disais que 0,1 est pour de l'ebauche, donc 0,01 ce serait plutot pour de la super finition, mais du coup Fz n'est pas spécialement en fonction du diametre de la fraise, si ? et est ce que tu aurais une liste des valeurs Fc pour different type de bois pour calculer la puissance absorbée ?
- est il possible de rajouter une ligne de code de maniere auto à la find de chaque programme pour déplacer la broche à un endroit donné, dans cutviewer peut etre ?
Sinon tout a lheure, j'ai eu 2 petits soucis,
-quand je démarre mon programme dans mach3, j'appuie une 1ere fois sur départ puis une 2eme pour le changement d'outil, la broche se met en marche a ce moment là, mais il ny a pas de temps de pause, du coup si la broche usine juste a cette endroit, elle na pas le temps de tourner assez vite pour usiner, du coup ma fraise sest tordu dans le bois (une vieille fraise basse qualité heureusement), y a t'il une astuce ou quelquechose a cocher dans cambam par exemple pour marquer un temps de pause de maniere automatique apres l'allumage de la broche . La tout ce que j'ai trouvé c'est d'allumer manuellement la broche juste apres le changement mais j'ai peur d'oublier de temps en temps.
-2eme petit soucis, j'usinais de l'ipé, et un morceau s'est arraché (javais pas mis d'attache a cette endroit-> grosse erreur), la broche l'a ejecté, et tracé d'outil s'est décalé d'environ 8mm en Y (j'espere que je n'ai rien abimé niveau moteur ou axe), du coup que faire dans ces cas là, je suppose qu'il faut reférencer les axes pour se retrouver bon et redémarrer à la ligne ou il y a eu le probleme ? pour le coup ma piece est foutu mais je le saurais pour la prochaine fois
merci à toi
Les débuts sont difficiles !
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: arrivée de la 1010px, enfin
![]() dh42 Lun 1 Aoû 2016 - 18:14
dh42 Lun 1 Aoû 2016 - 18:14
@SD31: intéressante cette vidéo !
Pour l'avance en plongée, est ce que cest pareil que l'avance sur le plan XY?
Non, il faut y aller plus doucement (mais pas trop, sinon ça brule) ; pour ma part j'utilise environ 1/3 de la V d'avance normale, mais la aussi, il faut faire des essais, si tu a une marque de brulure au fond du trou, c'est que tu ne vas pas assez vite (ou que tu tourne trop vite)
pour le Fz, tu me disais que 0,1 est pour de l'ebauche, donc 0,01 ce serait plutot pour de la super finition, mais du coup Fz n'est pas spécialement en fonction du diametre de la fraise, si ? et est ce que tu aurais une liste des valeurs Fc pour different type de bois pour calculer la puissance absorbée ?
Pour Fz, il ne faut jamais descendre en dessous de 0.01, mais il n'y a pas vraiment de limite supérieure, à part la puissance de la broche, la rigidité de la machine et bien sur la limite à laquelle tu casse la fraise (j'ai pris 0.3/dent avec une fraise de 3 dans du MDF
Les 1/50 du Ø de la fraise pour Fz, c'est indicatif, c'est ce que je prends en général pour le bois (n'importe lequel)
Attention, avec une fraise longue, il faut réduire Fz, et souvent Vc aussi ... dans tous les cas, il ne faut pas que ça vibre, ça tue les outils en un rien de temps sinon ..
Le pb avec le bois, c'est qu'il n'y a aucun abaque comme pour le métal, c'est un matériaux très hétérogène et la résistance à la coupe peut changer d'un endroit à l'autre d'une planche et en fonction du sens d'usinage par rapport aux fibres. Il faut donc te faire tes propre abaques, avec l'expérience tu verra ce qui vas le mieux en fonction de ta machine et du type de bois.
Plus Fz est important, plus l'usinage se fait vite, par contre plus il y a de trace visibles (des traces écartées de la valeur de Fz) et en plus, l'effort de coupe étant plus important, le bois réagit parfois de manière imprévue (arrachement, éclats ...)
Le principe général en usinage, pour la finition, c'est augmenter Vc, réduire Fz, faible passe. Note que l'état de surface est bien sur aussi très dépendant de la qualité de coupe de la fraise, du réglage de perpendicularité de la broche, et dans le bois, du sens d'usinage (opposition/avalant, direction par rapport aux fibres). Comme dans le métal, il est plus facile d'obtenir une bonne finition dans du bois dur que du bois tendre.
La finition ne sert pas uniquement à faire un bel état de surface, mais aussi à assurer des cotes plus précises (moins de flexion de l'outil et de la machine, moins de réactions de la matière)
est il possible de rajouter une ligne de code de maniere auto à la find de chaque programme pour déplacer la broche à un endroit donné, dans cutviewer peut etre ?
Oui, il faut insérer un G28 dans le post pro pour mach3 ; il sera effectué à la fin du programme et renverra les axes à la position définie pour le G28 dans config/homing-limits
voir ici
http://www.metabricoleur.com/t1437p180-aide-cambam
la broche se met en marche a ce moment là, mais il ny a pas de temps de pause, du coup si la broche usine juste a cette endroit, elle na pas le temps de tourner assez vite pour usiner, du coup ma fraise sest tordu dans le bois (une vieille fraise basse qualité heureusement), y a t'il une astuce ou quelquechose a cocher dans cambam par exemple pour marquer un temps de pause de maniere automatique apres l'allumage de la broche
Oui, il faut régler la tempo de M/A broche dans Mach3, menu config/port&pin -> onglet spindle setup.
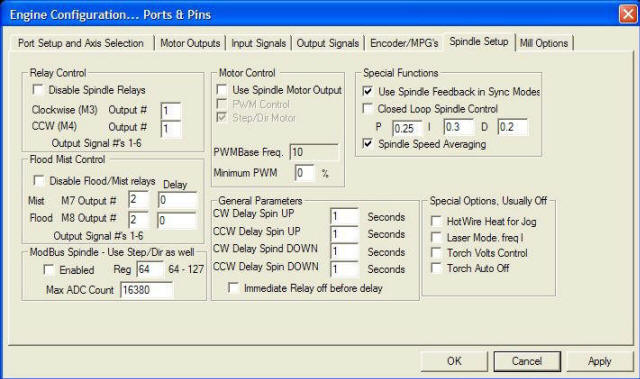
CW Delay Spin UP: donne une valeur en secondes ou en milli secondes pour le délais alloué à la broche pour démarrer avant que les axes ne bougent.
voir dans config/general config pour savoir si tu est réglé en ms ou en secondes (colonne de droite en haut: G04 dwell in ms)
du coup que faire dans ces cas là, je suppose qu'il faut reférencer les axes pour se retrouver bon et redémarrer à la ligne ou il y a eu le probleme ?
Oui
voir ici la procédure de reprise d'usinage à une ligne donnée
http://forum.id-conception.fr/viewtopic.php?f=24&t=543
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: arrivée de la 1010px, enfin
![]() dh42 Mar 2 Aoû 2016 - 22:39
dh42 Mar 2 Aoû 2016 - 22:39
dh42 a écrit:Salut,
Lol, en parlant de broche, j'ai passé toute l'après midi à essayer de piloter ma broche (la vitesse) via Mach3 ... fiasco !, impossible d'en tirer quoi que ce soit
++
David
Salut,
Problème réglé, et ça marche bien, avec une bonne précision entre la valeur de consigne et la valeur réelle à la broche (0.5% d'écart en moyenne)
c'était un réglage oublié dans Mach3

pour info, Sorotec m'a répondu le lendemain, même s'ils n'ont pas pu m'aider (ils n'utilisent plus Mach3 depuis 5 ans) ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 2 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» Mon arrivée
» Toupie MOReTENs MF30
» Arrivée de la BZT-PFE1512PX
» SAR: de différences de prix qui font réfléchir