






Fabrication CNC de recup et de recup ...
Page 8 sur 14 •  1 ... 5 ... 7, 8, 9 ... 14
1 ... 5 ... 7, 8, 9 ... 14 

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 18 Fév 2016 - 18:15
toutikini Jeu 18 Fév 2016 - 18:15
Voici donc les documents en réponse à ma demande fourni par la boutique longsmotor
Plan moteur 23HS9442
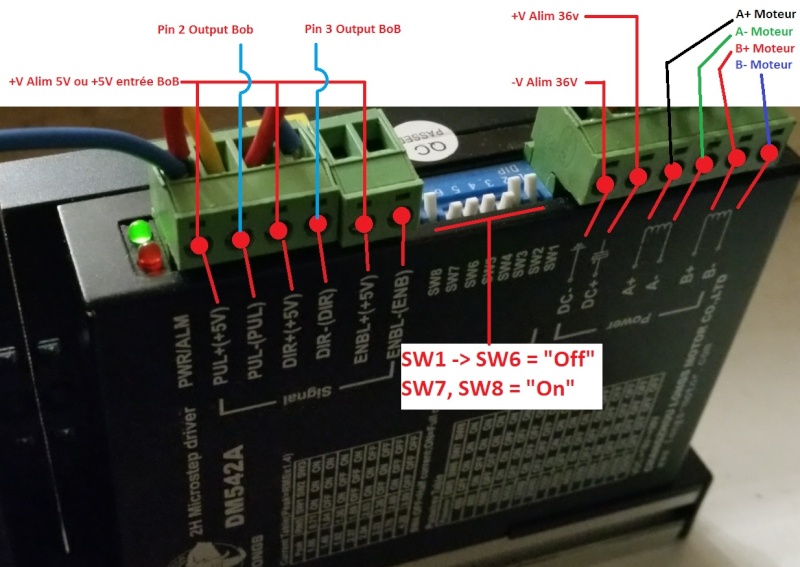
Branchement DM542A
DM542A
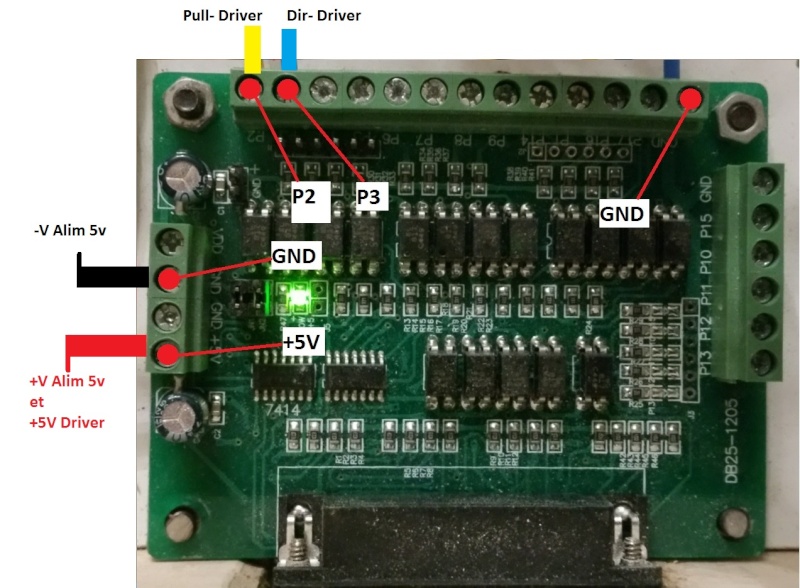
BOB
Reglage Mach3
et voici le texte accompagnant les documents:
Hi friend
About the wiring,pls check the file by attachment.
1)Pls download mach 3software from below link:
http://www.longs-motor.com/articleinfo/detail_19_89_98.aspx
3)Pls use Desktop computer with XP system.
4) Pls set mach 3 software the same with our document.
King regards!
Lily
toutikini- complétement accro

- Messages : 886
Date d'inscription : 04/07/2011

Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Jeu 18 Fév 2016 - 18:39
manolo66 Jeu 18 Fév 2016 - 18:39
la première image de la deuxième page du document de réglage de mach3 t'indique les bonnes valeurs pour le réglage de linuxcnc. Exactement ce que tu avais:
https://servimg.com/view/16642626/482
La première image du document donne:
2000(!?
120 mm/min, soit 2mm/s pour la vitesse
4 mm/s² pour l'accélération.
A noter qu'il n'est indiqué nulle part s'il s'agit de pouces ou de mm.

manolo66- très actif

- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 18 Fév 2016 - 18:42
toutikini Jeu 18 Fév 2016 - 18:42
oui, j'avais vu également ... le 2000 et les autres reglages ... je tente ca tout a l'heure !!
A+

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 18 Fév 2016 - 20:21
dh42 Jeu 18 Fév 2016 - 20:21
2000 c'est le pas par mm sur mach3 et non le pas par tour.
les valeurs données sur l'UI mach3 du PDF sont certainement pour des pouces, car ça ne correspond pas vraiment pour des mm
velocity = V maxi en rapide = 120IPM sur le PDF, soit ~ 3000 mm/min ou 50mm/s
Acceleration = 4in/s² = ~ 100mm/s²
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Jeu 18 Fév 2016 - 20:30
manolo66 Jeu 18 Fév 2016 - 20:30
manolo66- très actif
- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 18 Fév 2016 - 20:45
dh42 Jeu 18 Fév 2016 - 20:45
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 19 Fév 2016 - 7:12
toutikini Ven 19 Fév 2016 - 7:12
pas eu le temps de faire des test, mais je prends mon élan ... en préparant les info.
Pour le cablage, je vais reprendre celui fourni par la boutique, notamment en reliant les puls+, dir+ et enbl+ au 5v de la carte. le reste suit ... (le enbl- n'est pas branché!)
Pour les réglage dans linux cnc (stepconf)
je testerais ces paramètres:
motor steps per revolution : 400
Driver Microstepping : 8
Pulley teeth : 1.0 / 1.0
Leadscrew pitch : 5.0
Maximum velocity : 50 mm/s
Maximu Acceleration : 100 mm/s²
et pour les switch moteur:
SW1: ON / SW2: ON / SW3: OFF (=2.84 current sachant que mon moteur fait 4.2A)
SW4: OFF (= half current)
SW5: OFF / SW6: OFF / SW7: ON / SW8: ON (= 1600 Pulse/Rev)
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 19 Fév 2016 - 8:20
toutikini Ven 19 Fév 2016 - 8:20
j'ai pas pu résister à tester un peu avant de partir au taff ...
j'ai remis les paramètres que j'avais quand le moteur "tournait", c'est a dire inverser dir et step dans le logiciel, sans toucher au câblage ... et bien en fait il tourne pas. Il donne un accoup toutes les secondes, quand on met les doigts sur l'axe, il semble partir dans un sens, et toujours le même, mais doit de façon imperceptible, revenir à son état initial entre chaque "dong" ... encore un coup d'épée dans l'eau... pfiouuu
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Ven 19 Fév 2016 - 17:50
Carlos78 Ven 19 Fév 2016 - 17:50
A partir du choix de la vitesse on choisit l' accélération maximale compatible. Perso, J'essaye d'atteindre la vitesse en moins de 0.5s (en fait je suis entre 0.05s et 0.1s).

Carlos78- je prends du galon

- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Ven 19 Fév 2016 - 19:52
dh42 Ven 19 Fév 2016 - 19:52
motor steps per revolution : 400
c'est 200 pour ce paramètre, et je ne pense pas qu'aucun de ces paramètres puisse empêcher le moteur de tourner, au pire il ne tournera pas à la bonne vitesse, ou l'axe bloquera si c'est trop rapide pour la puissance du moteur, mais c'est tout.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 19 Fév 2016 - 19:58
toutikini Ven 19 Fév 2016 - 19:58
dh42 a écrit:Salut,motor steps per revolution : 400
c'est 200 pour ce paramètre, et je ne pense pas qu'aucun de ces paramètres puisse empêcher le moteur de tourner, au pire il ne tournera pas à la bonne vitesse, ou l'axe bloquera si c'est trop rapide pour la puissance du moteur, mais c'est tout.
++
David
Moi non plus...
Il me faut trouver pourquoi ils ne tournent pas, une fois cette énigme résolu, ce ne seront que des parametre pour affiner les déplacement ... (du moins c'est comme cela que je le voit)
Je pense tester sour mach3 demain ... j'ai l'impression que j'aurais plus de personnes "testeurs" pour me guider ..
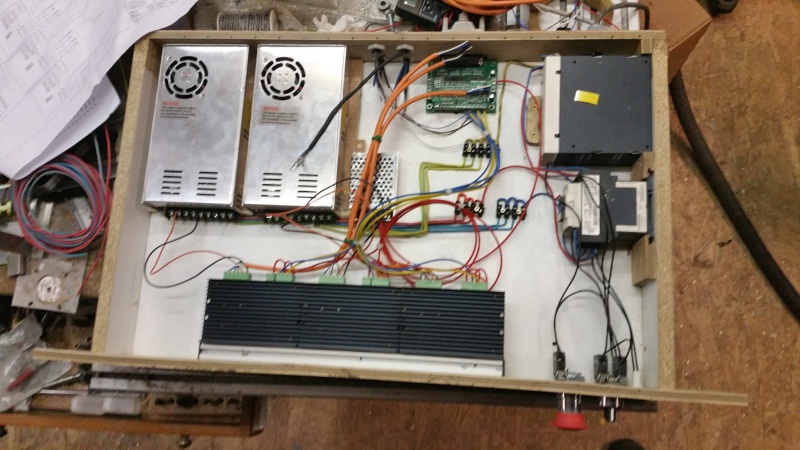
Suite aux divers test, je dirait que :
mes alim fonctionnent
La prise DB25 du pc dont l'adresse est 0X378 semble fonctionner ...
Les moteurs semblent fonctionner
reste les drivers (mes les 3 semblent "dirent" la même chose, il est donc peut probable qu'ils soit tous HS)
reste la BOB, dont la led s'alume et ne bougent pas ... j'ai un multimetre, mais je ne sais pas si je peut "voir" si c'est bon
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 25 Fév 2016 - 7:20
toutikini Jeu 25 Fév 2016 - 7:20
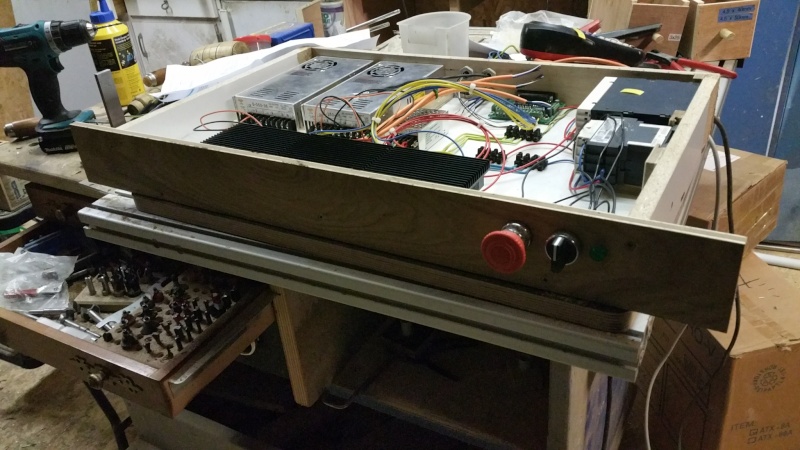
J'ai reçu ma nouvelle alim 5v ... je l'ai mise en place dans mon "nouveau tiroir":

En parallèle, mon pc ayant un double system de fonctionnement (linux et windows XP) au choix, j'ai installé mach3 sur la session XP ... Ce qui m'a fait "plaisir" c'est qu'en fin d'install, il m'a indiqué avoir installé le driver pour le port parallèle !!! peut être est ce une bonne nouvelle pour la suite ?? (je n'ai pas eu sur linux ... peut être pas besoin)
Il me reste quelques soudure à faire et je pourrais enfin passer au test sur mach3 .. peut être ce soir

A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Jeu 25 Fév 2016 - 9:47
manolo66 Jeu 25 Fév 2016 - 9:47
sous Linux, si on sait comment utiliser un matériel, c'est intégré directement dans le noyau. Si le matériel est présent, il l'utilise. Les pilotes ne sont nécessaires sous linux que pour le matériel qui contient du code propriétaire (non libre) ou très récent (pas encore intégré au noyau).
Ton port parallèle est chargé au démarrage sans message particulier. Pas besoin d'installer (manuellement) de pilote pour une bête souris, un ports USB ou parallèle, voire une carte graphique.
Donc, rassure toi, le port sera exploitable sous LinuxCNC
manolo66- très actif
- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 25 Fév 2016 - 12:00
toutikini Jeu 25 Fév 2016 - 12:00
Je pense que pour Windows c'est idem ... surtout pour le port parallèle intégré à la carte mère ... Maintenant je me dit (peut être à tord) que si mach3 à mis en place le driver "port //" c'est peut être qu'il y a des info spécifiques ... et que ça va mieux causer
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() KOKO 57 Jeu 25 Fév 2016 - 14:27
KOKO 57 Jeu 25 Fév 2016 - 14:27
 ,ou alors tu as prévu le coup,et dans ce cas,je n'ai rien dis
,ou alors tu as prévu le coup,et dans ce cas,je n'ai rien dis 
KOKO 57- complétement accro
- Messages : 9868
Points : 10805
Date d'inscription : 05/05/2015
Age : 58
Localisation : Moselle (57)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 25 Fév 2016 - 14:55
toutikini Jeu 25 Fév 2016 - 14:55
Oui, j'y ai pensé, mais ça ne se voit pas encore
Le tiroir sera "fermé" en façade et sur les coté, mais il ne le sera pas au fond. Il y aura un jour (en 5cm) entre le dessus du tiroir et le dessous de la table. Ensuite, j'ai dans l'idée de percé la foncure du tiroir, au niveau des drivers et de fixer un ventilo par en dessous ...
reste que le tiroir est en bois , et de ce que j'ai pu lire sur les autres sujets cnc, c'est pas idéal contre les parasites (je ne parle pas des parasite du bois, telle que les mites,
 )...
)...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 25 Fév 2016 - 16:26
dh42 Jeu 25 Fév 2016 - 16:26
toutikini a écrit:Salut manolo,
Je pense que pour Windows c'est idem ... surtout pour le port parallèle intégré à la carte mère ... Maintenant je me dit (peut être à tord) que si mach3 à mis en place le driver "port //" c'est peut être qu'il y a des info spécifiques ... et que ça va mieux causer
Oui, Mach3 utilise un driver très spécifique pour la gestion du port // ; il ne passe pas par le driver de base de windows.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 25 Fév 2016 - 22:36
toutikini Jeu 25 Fév 2016 - 22:36
Alors j'ai tout bien branché .... lancé mach3 ... parametré en respectant ce que le fournisseur du kit m'a donné comme info ... et
RIEN, RIEN, RIEN qui tourne !!
JE suis dégoûté .... j'en ai ras le luc ... je ne sais pas ce qui cloche !!!
Y A T'il quelqu'un qui pourrait me guider pas à pas (mais de façon clair de chez claire) pour faire des test et faire tourner ces foutu moteur ???
OK je craque un peu ... je m'excuse, mais c'est un vrai appel au secours ...
Pourquoi pour certains c'est simple ? que ca marche du premier coup ?
Ras le cul !!!
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Ven 26 Fév 2016 - 9:12
Carlos78 Ven 26 Fév 2016 - 9:12
Sinon,
As-tu bien paramétré le port // dans le bios du PC ?
Pour info, quelle latence avais-tu sous LinuxCNC ?
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 26 Fév 2016 - 10:10
toutikini Ven 26 Fév 2016 - 10:10
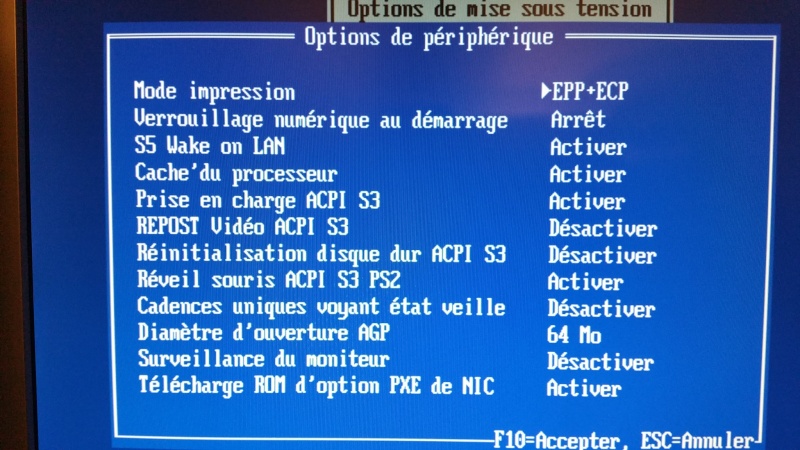
J'ai pris quelque cliché ce matin:
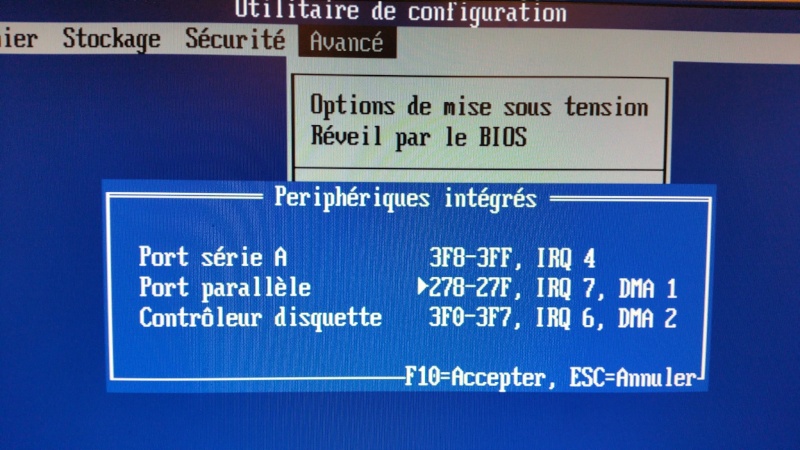
L'adresse parait etre 0x278 !! alors qu'avec la commande DOS sous linux, j'avais 0x378
Je vais commander une autre carte ... (comme j'ai flashé ma premiere alim 5v en faisant un mauvais branchement, alors que tout était connecté, peut etre ais je endommagé la BOB)
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() athanase Ven 26 Fév 2016 - 12:08
athanase Ven 26 Fév 2016 - 12:08
Faut pas se décourager, le chemin est souvent long et rempli de chausse-trappe. La réussite n'en sera que plus délicieuse.
Bref je ne peux pas trop t'aider car je ne connais pas cette carte ni les drivers. Par-contre il faut faire étape par étape. Et passer à la suivante quand l'étape est validé. Il faut éviter de partir trop vite et de modifier tous les paramètres en même temps car après on est vite perdu !
1/ vérifier tout le câblage ainsi que les câbles (on peut avoir des surprises de ce coté) ainsi que la configuration des drivers et le repérage des câbles des moteurs (choix du montage suivant le nb de fils)
2/ avoir un pc "propre"
3/ bien installer mach3 sans oublier de redémarrer le pc juste après l'installation, c'est hyper important
4/ définir la bonne adresse du port // dans mach3
5/ définir les bonnes broches connectées au port // pour les drivers (step et dir) dans l'onglet entrée/ sortie
6/ faire un premier essai
7/ si ok faire un réglage du nb de pas/mm
8/ tester la précision
Le plus important c'est de garder la banane, il y a toujours des solutions

athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Ven 26 Fév 2016 - 12:53
Dagda Ven 26 Fév 2016 - 12:53
- Vérifier que toutes les références électriques (0V) des alimentations sont correctement interconnectées, au niveau des alimentations !
- Faire un vrai plan de masse et référencer le 0V (commun) à celui-ci.
Je précise, 0V = référence électrique. Masse = carcasse métallique qui ne fait passer aucun courant en utilisation normale.
Gaffe au câblage aussi.
Les liaisons "signaux" devraient être placées au plus proche de la masse, idéalement blindées!
Les câbles de puissance doivent également être blindés.
D.

Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 26 Fév 2016 - 13:15
toutikini Ven 26 Fév 2016 - 13:15
athanase a écrit:
Par-contre il faut faire étape par étape. Et passer à la suivante quand l'étape est validé. Il faut éviter de partir trop vite et de modifier tous les paramètres en même temps car après on est vite perdu !
Je suis bien d'accort avec toi ... et c'est ce que je vais tenter de faire ce weekend ...
athanase a écrit:
1/ vérifier tout le câblage ainsi que les câbles (on peut avoir des surprises de ce coté) ainsi que la configuration des drivers et le repérage des câbles des moteurs (choix du montage suivant le nb de fils)
2/ avoir un pc "propre"
3/ bien installer mach3 sans oublier de redémarrer le pc juste après l'installation, c'est hyper important
4/ définir la bonne adresse du port // dans mach3
5/ définir les bonnes broches connectées au port // pour les drivers (step et dir) dans l'onglet entrée/ sortie
6/ faire un premier essai
7/ si ok faire un réglage du nb de pas/mm
8/ tester la précision
1/ je vais retenter avec un seul moteur, une seule alim, un seul driver ...
2/ Mon pc est dedié à mach3 et autre soft que pour la CNC
3/ Il a était installé sans souci apparent et depuis plusieurs jours, il à donc était redémarré depuis ...
4/ je vais voir s'il serait pas plus juducieux de modifier l'adresse du port // dans le bios, sinon ce sera dans mach3 (0x278)
5/ ok avec le cablage 1/
6/ qu'entends tu par faire un essai ? jouer avec la fleche <- et -> du clavier dans mach3 ?
7/8/ je n'attends que ca !!
athanase a écrit:
Le plus important c'est de garder la banane, il y a toujours des solutions
Pas facile ....
Dagda a écrit:
- Vérifier que toutes les références électriques (0V) des alimentations sont correctement interconnectées, au niveau des alimentations !
- Faire un vrai plan de masse et référencer le 0V (commun) à celui-ci.
Est ce que toute les pins GRND de la Bob ont la même fonction ?
Pour alimenter la bob, je connecte le +V de l'alim (5v) au +5V de la bob, et le -V de l'alim au GND (a coté du precedent) de la bob ... comme le schéma sur la photo précédente ... ca vous parait correct ?
Dagda a écrit:Gaffe au câblage aussi.
Les liaisons "signaux" devraient être placées au plus proche de la masse, idéalement blindées!
Les câbles de puissance doivent également être blindés.
Ok, j'entends bien pour le blindage, mais je ne parle pas de parasite, de perte de pas, de comportement étrange ... ça ne marche pas du tout ... c'est pas un blindage absent qui peut en être la cause quand même ?
Merci à vous
PS: j'ai commandé une autre BOB en espérant qu'elle sera compatible avec ce que j'ai déjà ...(DM542A et moteur)
http://www.ebay.fr/itm/CNC-5-Axis-Interface-Breakout-Board-For-Stepper-Motor-Driver-CNC-Mill-MACH3-YL-/301750481324?
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Dagda Ven 26 Fév 2016 - 13:40
Dagda Ven 26 Fév 2016 - 13:40
Mais, parfois ...
Par contre, le 0V doit être commun à tout le montage.
Je ne crois qu'il y ai de partie analogique au système ?
La liaison des 0V se fait sur les alimentations directement.
Ce point commun 0V sera ensuite connecté à la masse.
Si tu dois avoir une alimentation dédiée pour une partie du système (typiquement, le 5Vdc), il n’empêche que le 0V doit être commun.
Il se peut que tu ais une différence de potentiel qui perturbe la communication et du coup, la carte de commande ne lance rien ... ou alors, il lui manque une alimentation ... ?
Mais je vois que tu vas faire un essai en configuration simple, avec juste l'alimentation puissance, l'alimentation commande, la carte d'interface, le driver et le moteur.
Pour un test comme ça, te prend pas la tête avec le blindage, par contre, interconnecte les 0V des deux alimentations.
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Ven 26 Fév 2016 - 15:24
ducran lapoigne Ven 26 Fév 2016 - 15:24
je reviens toujours sur la même histoire: Avec rien de branché ordi seul
d' abord un clic sur reset en bas a gauche, il ne doit pas y avoir de message d' erreur à droite du bouton
(il doit être entouré de vert)
si reset impossible, voir configuration arret urgence
quand tu appuie sur les flèches (a gauche du pavé numérique )
vois tu les axes bouger sur l' écran au milieu, partie supérieure ?
si non, il y a quelque chose d' autre de mal configuré
n'hésite pas a mettre des copies d' écran
++
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() c.phili Ven 26 Fév 2016 - 18:29
c.phili Ven 26 Fév 2016 - 18:29
Salut toutikini
Ha que c'est énervant quand ça marche pas, ça tu le sais déjà
J'ai la même carte que toi d'où mon intérêt de ce post.
As-tu déjà taper dans gogol db25 1205? c'est le n° inscrit sur cette carte.
Tu y trouvera un tas de sites qui en parle, tu y trouvera également un tas d'images et de schémas notamment sur usinages.com, il y a pas mal de truc la dessus.
Tu trouveras peut-être la faille.
Mais avant tous, fait ce que Antoine dit, parce que si rien ne bouge dans match3 sans avoir branché de moteur, c'est qu'il y a quelque chose qui ne marche pas dans les premier réglage.
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3573
Points : 7576
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Page 8 sur 14 • 1 ... 5 ... 7, 8, 9 ... 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh