






Fabrication CNC de recup et de recup ...
Page 7 sur 14 •  1 ... 6, 7, 8 ... 10 ... 14
1 ... 6, 7, 8 ... 10 ... 14 

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 17 Fév 2016 - 7:24
toutikini Mer 17 Fév 2016 - 7:24
aujourd'hui, ou plutôt ce soir, je démonte tout et je rebranche sur une simple planche pour que ca tienne, l'alim 36v, l'alim 5v, la BOB, un seul driver et un seul moteur forcément ....
Puis dans les parametres linux cnc stepconf, je ne mettrai que dir (ou step) sur la pin 2 et step (ou Dir) sur la 3 .... tout le reste en "inutilisé"
ca doit marcher, bord..de..mer...!!!
toutikini- complétement accro

- Messages : 886
Date d'inscription : 04/07/2011

Re: Fabrication CNC de recup et de recup ...
![]() meles Mer 17 Fév 2016 - 8:03
meles Mer 17 Fév 2016 - 8:03
toutikini a écrit:

Hello, pour faire une copie d'ecran sous linux
touche : impr ecran ou printscreen
juste la fenetre active : alt+printscreen
ce qui donne ceci:
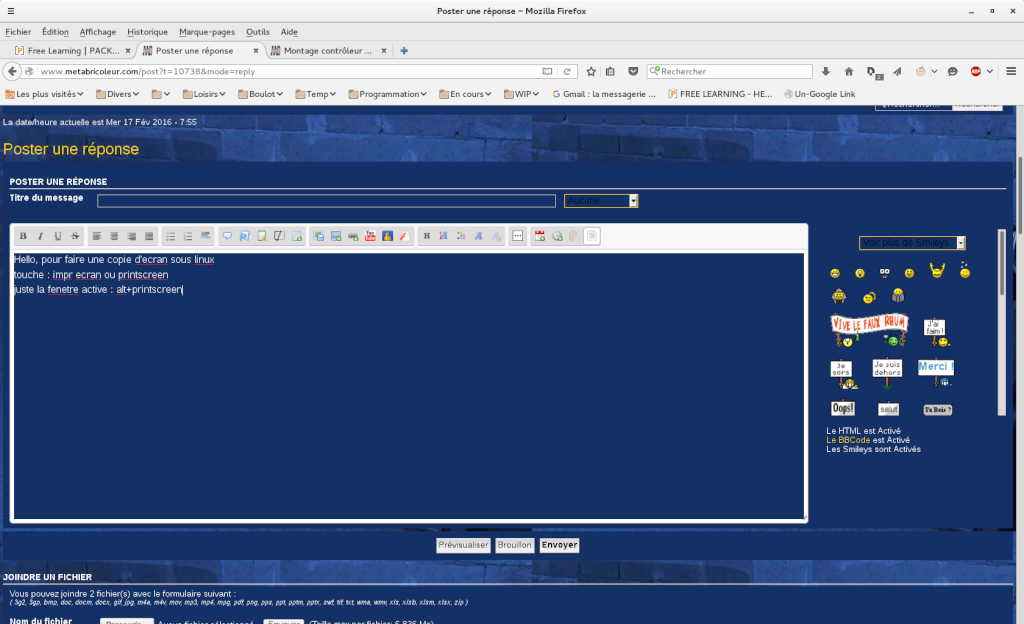
soit il te propose de la sauvegarder, soit, il la met dans un dossier préparamétré à la date du jour, ça dépends un peu de l'interface utilisé (Gnomme 3 chez moi):

Ca marche aussi sous Windows.
@+

meles- Admin

- Messages : 14933
Points : 21890
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 17 Fév 2016 - 11:23
toutikini Mer 17 Fév 2016 - 11:23
J'ai eu le temps de refaire un câblage :
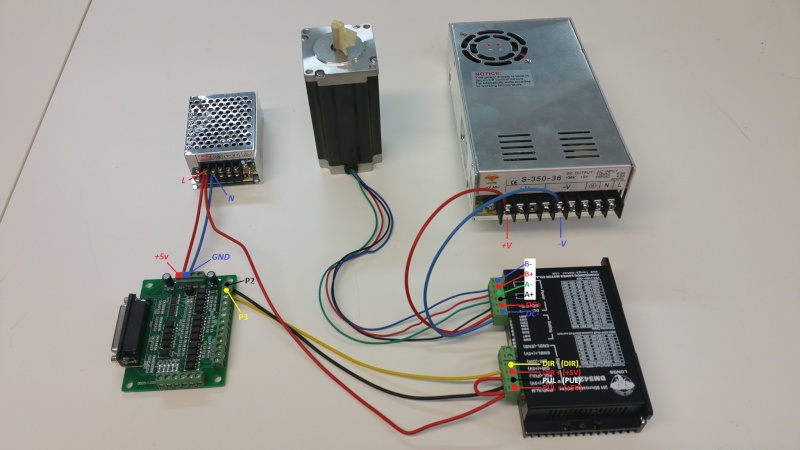
Il reste le branchement de mes deux alim sur le réseau domestique et le port parallèle vers le PC à faire ....
J'ai suivi le dernier schéma de callagan ... normalement c'est tout bon ?
Je teste ce soir, si ça tourne pas, cela ne peut venir que du réglage des switch du driver, ou du port parallèle du pc qui ne fonctionne pas ... car normalement ça doit tourner avec du bruit, ou ça chauffe, ou, ou ,ou ... mais çà doit tourner ??
Il y a t'il une importance à brancher tous ça avant d’allumer le PC ?
A+

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 17 Fév 2016 - 12:06
Carlos78 Mer 17 Fév 2016 - 12:06
Je ne sais pas si ça a déja été dit, mais dans le paramétrage de ton axe X en page 7, je trouve que la vitesse à 5mm/s et l'accélération à 5mm/s2 sont très faibles. Avec une alim de 36V, et une vis au pas de 5mm en prise directe, ton moteur devrait pouvoir tourner aux environs de 600tr/mn (10tr/s) donc une vitesse maxi de l'ordre de 50mm/s. Tu devrais essayer une vitesse de 30 à 40mm/s. Pour l'accélération je suis souvent de 500 à 700mm/s2. Pour les micropas je suis en 1/8 (1600 sur ton driver).
Pour le cablage je pense que c'est bon. Je n'utilise pas non plus la fonction enable.
Carlos
Dernière édition par Carlos78 le Mer 17 Fév 2016 - 13:38, édité 1 fois

Carlos78- je prends du galon

- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Mer 17 Fév 2016 - 12:23
ducran lapoigne Mer 17 Fév 2016 - 12:23
essaye ceci: branche ton montage sur le secteur sans pc connecté
introduit un fil dans la borne 2 du connecteur db25 de la bob
"chatouille" la masse avec l' autre extrémité du fil
le moteur devrait réagir
si c' est le cas, c' est sur que cela merde quelque part dans le pc

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Mer 17 Fév 2016 - 12:24
manolo66 Mer 17 Fév 2016 - 12:24
dans le bios de mon PC, le port parallèle est réglé sur ECP+EPP. Comment est réglé le tien?

manolo66- très actif

- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 17 Fév 2016 - 13:46
toutikini Mer 17 Fév 2016 - 13:46
@ducran lapoigne:
je test ça ce soir, pour écarter un pb montage
@Carlos :
je testerais ces paramètres:
motor steps per revolution : 200 (ma traduction : nombre de pas par tour du moteur)
Driver Microstepping : 8 (ma traduction : réglage micropas du driver)
Pulley teeth : 1.0 / 1.0 (ma traduction : rapport poulie / moteur)
Leadscrew pitch : 5.0 (ma traduction : ?? )
Maximum velocity : 35 mm/s (ma traduction : vitesse maxi)
Maximu Acceleration : 600 mm/s² (ma traduction : accélération maxi)
et pour les switch moteur:
SW1: OFF / SW2: OFF / SW3: OFF = combinaison pour Peak=4.2 (pourquoi ??)
SW4: OFF = half current (pourquoi ??)
SW5: OFF / SW6: OFF / SW7: ON / SW8: ON = combinaison pour Pulse/Rev =1600
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Mer 17 Fév 2016 - 14:01
ducran lapoigne Mer 17 Fév 2016 - 14:01
sw4: courant de repos du moteur
OFF veut dire que le courant dans le moteur sera réduit de moitié quand il ne tourne pas
quand tu veux déplacer un axe en manuel, vois tu évoluer les mesures de déplacement sur l' écran linux cnc?
Antoine
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 17 Fév 2016 - 14:07
toutikini Mer 17 Fév 2016 - 14:07
Si je resume:
motor steps per revolution : 200 (nombre de pas par tour du moteur)
Driver Microstepping : 8 (réglage micropas du driver)
Pulley teeth : 1.0 / 1.0 (rapport poulie / moteur)
Leadscrew pitch : 5.0 (Pas de la vis d'entrainement)
Maximum velocity : 35 mm/s (vitesse maxi)
Maximu Acceleration : 600 mm/s² (accélération maxi)
Aucun de ces paramètres n'est primordial pour que le moteur tourne ?... je pourrais mettre n'importe quoi comme valeurs ?
Ils seront nécessaires de les régler pour que ça "tourne bien", mais de mauvaise données ne devrait pas l’empêcher de tourner ...
Le pb doit être ailleurs ... les switchs du drivers ?
J'ai envoyé un mail au vendeur, dans ma réflexion, les 8 switchs du driver dépendent du moteur... il devrait pouvoir me donner la combinaison idéal ?
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 17 Fév 2016 - 14:14
Carlos78 Mer 17 Fév 2016 - 14:14
 " />
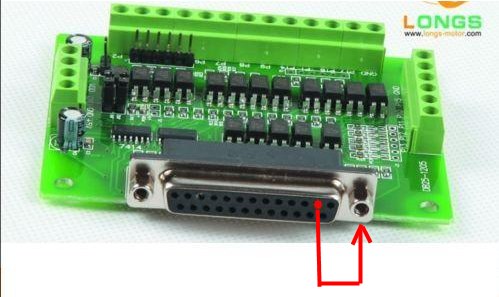
" />S'il s'agit de cette carte, il faut savoir à quoi correspondent les straps, surtout celui qui agit sur les sorties drivers.
Dernière édition par Carlos78 le Ven 26 Fév 2016 - 8:49, édité 1 fois
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 17 Fév 2016 - 14:24
toutikini Mer 17 Fév 2016 - 14:24
J'ai effectivement deux cavalier en JN1 et JN2 et rien en J4 ... mais te dire à quoi ils servent, peut etre d'autre le sauront
@manolo:
j'ai oublié de te répondre, sur comment est réglé mon port parallelle ... et bien j'en sais rien. trouve tu ta réponse ici :
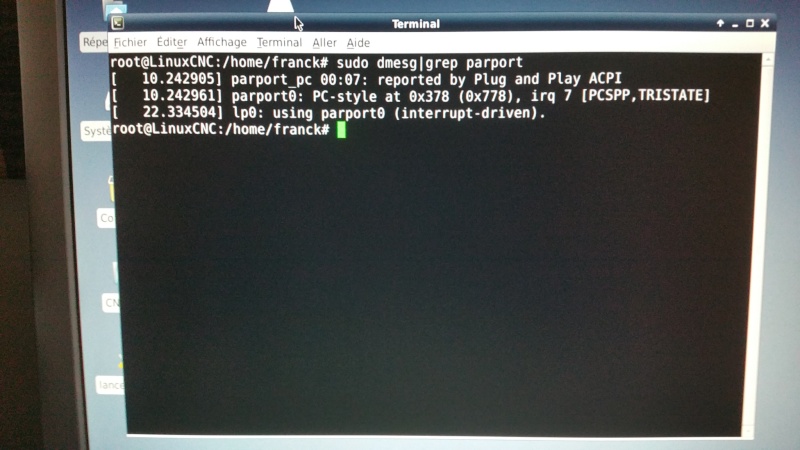
ou si tu me donne la manip à faire pour trouver l'info, je le fais ce soir ...
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 17 Fév 2016 - 14:35
Carlos78 Mer 17 Fév 2016 - 14:35
Tu as raison, les paramètres en question ne sont pas la cause du non fonctionnement. Le pb ne doit pas être non plus dans les switchs des drivers. Si le problème persiste, teste avec une autre BOB.toutikini a écrit:Je n'ai pas fait attention, mais je n'ai pas vu de "compteur" affichant une quelconque position quand je test l'axe X dans stepconf ....
Si je resume:
motor steps per revolution : 200 (nombre de pas par tour du moteur)
Driver Microstepping : 8 (réglage micropas du driver)
Pulley teeth : 1.0 / 1.0 (rapport poulie / moteur)
Leadscrew pitch : 5.0 (Pas de la vis d'entrainement)
Maximum velocity : 35 mm/s (vitesse maxi)
Maximu Acceleration : 600 mm/s² (accélération maxi)
Aucun de ces paramètres n'est primordial pour que le moteur tourne ?... je pourrais mettre n'importe quoi comme valeurs ?
Ils seront nécessaires de les régler pour que ça "tourne bien", mais de mauvaise données ne devrait pas l’empêcher de tourner ...
Le pb doit être ailleurs ... les switchs du drivers ?
J'ai envoyé un mail au vendeur, dans ma réflexion, les 8 switchs du driver dépendent du moteur... il devrait pouvoir me donner la combinaison idéal ?
A+
Il y a par exemple cete carte (url=http://www.ebay.fr/itm/CNC-5-Axis-Interface-Breakout-Board-For-Stepper-Motor-Driver-CNC-Mill-MACH3-YL-/301750481324?hash=item4641baf1ac:g:LLAAAOSweuxWTcsA][ à 6€ qui n'a aucun switch et qui intègre déja le relais (cette carte nécessite en plus de l'alim 5V, une alim 12/24V pour les entrées).
En désespoir de cause tu peux essayer le cablage inverse (sans garantie de bon fonctionnement):
- Le GND de l'alim 5V sur PUL- et DIR-
- Le PUL+ et DIR+ sur les sorties 2 et 3 de la BOB
Pour le réglage des switchs, il vaut mieux dans un 1er temps ne pas rêgler trop fort en courant (2.03 A, SW1=OFF, SW2=OFF,SW3=ON), par contre il vaut mieux mettre SW4=OFF pour réduire de 50% le courant dans le moteur lorsque celui-ci n'est pas sollicité.
Dernière édition par Carlos78 le Mer 17 Fév 2016 - 15:36, édité 2 fois
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Mer 17 Fév 2016 - 14:48
ducran lapoigne Mer 17 Fév 2016 - 14:48
non , pour cette carte les 2 cavaliers JN1 et JN2 servent dans le cas ou on veut utiliser 2 alimentations 5v séparées pour profiter pleinement de l' isolation galvanique -> les laisser en place
j4 est une sortie 5 v -> ne rien connecter la dessus
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 17 Fév 2016 - 15:20
Carlos78 Mer 17 Fév 2016 - 15:20
Effectivement J4 est une sortie GND/+5V. J1= strapp GND et J2= strapp 5V
En sonnant au multimètre entre le GND (fil noir) et les sorties (fil rouge), la led verte de la carte s'allume.
Inversement, le fil noir sur les sorties et le rouge sur le GND ou le 5V ne donne rien.
Dernière édition par Carlos78 le Mer 17 Fév 2016 - 16:13, édité 1 fois
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Mer 17 Fév 2016 - 15:47
bob47 Mer 17 Fév 2016 - 15:47
Un truc qui n’engage à rien essai de faire un pont entre le GND de l’alim 5v et la borne marquée GND après la borne 17
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 17 Fév 2016 - 15:51
Carlos78 Mer 17 Fév 2016 - 15:51
Il y a cette video https://www.youtube.com/watch?v=bWVKJUnSLUc qui m'intrigue. J'ai l'impression qu'il y a bien le cablage inverse que je proposais plus haut + le cablage de Enable+ sur le +5V.
Sur l'autre carte à 6€, la situation est inverse car la borne après la borne 17 est raccodée au 5V, ce qui explique peut-être la nécessité d'inverser le cablage. Sur cette autre carte j'utilise exactement le cablage actuel de Toutikini sans le branchement de enable.
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Mer 17 Fév 2016 - 17:37
ducran lapoigne Mer 17 Fév 2016 - 17:37
au niveau des commandes des moteurs, je n' avais pas fait attention à ce détail,
(j' avais cablé comme sur la video le - en commun ) cela tourne, donc pas grave me direz vous
Après j' ai souhaité voir mach3 commander la mise en route de la broche
Après avoir câblé un relais (statique) pour la broche j' ai remarqué un problème
la broche tournait sans qu' on lui demande jusqu' a ce que mach3 soit lancé
pour corriger ce défaut , le relais a été recablé avec le + commun et tout est rentré dans l' ordre
ci dessous la circuiterie d'une sortie de la carte
il est clair que la bonne manière de connecter le driver est de mettre le + en commun sur le driver
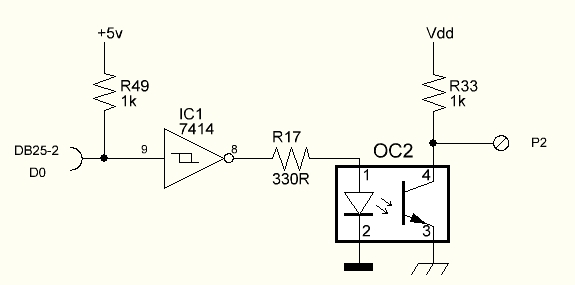
maintenant chacun fait comme il veut
++
Antoine
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() Carlos78 Mer 17 Fév 2016 - 18:58
Carlos78 Mer 17 Fév 2016 - 18:58
https://www.youtube.com/watch?v=uN7VospeGN0
http://www.openbuilds.com/threads/trying-to-get-into-electronics.725/
Carlos78- je prends du galon
- Messages : 58
Points : 100
Date d'inscription : 24/11/2014
Age : 72
Localisation : Yvelines
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Mer 17 Fév 2016 - 19:28
bob47 Mer 17 Fév 2016 - 19:28
ducran lapoigne a écrit:ce qui prouve bien que sur youtube il y a n' importe quoi, le gugusse a tout faux !
au niveau des commandes des moteurs, je n' avais pas fait attention à ce détail,
(j' avais cablé comme sur la video le - en commun ) cela tourne, donc pas grave me direz vous
Après j' ai souhaité voir mach3 commander la mise en route de la broche
Après avoir câblé un relais (statique) pour la broche j' ai remarqué un problème
la broche tournait sans qu' on lui demande jusqu' a ce que mach3 soit lancé
pour corriger ce défaut , le relais a été recablé avec le + commun et tout est rentré dans l' ordre
ci dessous la circuiterie d'une sortie de la carte
il est clair que la bonne manière de connecter le driver est de mettre le + en commun sur le driver
maintenant chacun fait comme il veut
++
Antoine
Bonsoir
Tout à fait d’accord avec toi je suis dans le même cas.
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Mer 17 Fév 2016 - 20:35
toutikini Mer 17 Fév 2016 - 20:35
ducran lapoigne a écrit:bonjour,
essaye ceci: branche ton montage sur le secteur sans pc connecté
introduit un fil dans la borne 2 du connecteur db25 de la bob
"chatouille" la masse avec l' autre extrémité du fil
le moteur devrait réagir
si c' est le cas, c' est sur que cela merde quelque part dans le pc
ohhhhh !! pinaise !!! j'ai fait le test et le moteur tournait par accout !!!
c'est bon çaaaaaaa !!
le passe à l'étape suivante .... mais peut etre pas maintenant ... (petit bémol, j'ai grillé mon alim 5v comme un beuzon !!)
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 18 Fév 2016 - 7:30
toutikini Jeu 18 Fév 2016 - 7:30
Petite avancée du matin
J'ai fait les réglages précédemment évoqué, et ca ne changeait rien ..
Et j'ai tenté un autre truc: j'ai inversé "STEP" et "DIR" dans "step conf", ainsi j'ai mit "direction X" en Pin2 et "Pas en X" en Pin3 ... quand je fait le "test this axiss" et "Run" .. le moteur tourne ...cran par cran toutes les secondes ...
on avance non ?
PS: pour ceux qui se demande comment j'ai grillé mon alim 5v, il suffit de regarder mon dernier branchement à blanc, j'ai utilisé les cosses L et N pour le 5v et immanquablement j'ai branché ma phase domestique et le neutre sur V+ et V- ... aprés avoir fait sauté les plombs en branchant, j'ai regarder mon montage, ne voyant rien, j'ai retenté ... aprés 3 Aller-retour au disjoncteur, j'ai ENFIN réalisé .... mais pour l'alim c'était trop tard ... on avance non ??

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() ducran lapoigne Jeu 18 Fév 2016 - 8:51
ducran lapoigne Jeu 18 Fév 2016 - 8:51
comme disent les anglais : shit in -> shit out
allez, cela se décante
Antoine
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 18 Fév 2016 - 9:21
toutikini Jeu 18 Fév 2016 - 9:21
ducran lapoigne a écrit:en fait tu as câblé comme sur ton schéma ....
comme disent les anglais : shit in -> shit out
allez, cela se décante
Antoine
Pour l'erreur de câblage ayant conduit à griller l'alim ? oui c'est sur ... en fait j'avais câblé, puis fait une photo pour expliquer ... et sans revérifier bien-sur, j'ai branché ...
Question: il semble qu'il y est plusieurs LED sur la BOB et une seule s'allume verte quand je met le circuit sur tension. Lors de l'envoie d'info via le pc, il n'y a pas d'autre LED qui s'allume, qui clignote, ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 18 Fév 2016 - 14:23
toutikini Jeu 18 Fév 2016 - 14:23
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 18 Fév 2016 - 16:14
dh42 Jeu 18 Fév 2016 - 16:14
Vu qu'il n'y a pas trop de place en PJ (1Mo par utilisateur), tu peux les héberger ici et mettre un lien sur le forum
https://www.fichier-pdf.fr/
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 18 Fév 2016 - 18:15
toutikini Jeu 18 Fév 2016 - 18:15
Voici donc les documents en réponse à ma demande fourni par la boutique longsmotor
Plan moteur 23HS9442
Branchement DM542A
DM542A
BOB
Reglage Mach3
et voici le texte accompagnant les documents:
Hi friend
About the wiring,pls check the file by attachment.
1)Pls download mach 3software from below link:
http://www.longs-motor.com/articleinfo/detail_19_89_98.aspx
3)Pls use Desktop computer with XP system.
4) Pls set mach 3 software the same with our document.
King regards!
Lily
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Page 7 sur 14 • 1 ... 6, 7, 8 ... 10 ... 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh