






Fabrication CNC de recup et de recup ...
Page 5 sur 14 •  1, 2, 3, 4, 5, 6 ... 9 ... 14
1, 2, 3, 4, 5, 6 ... 9 ... 14 

 Re: Fabrication CNC de recup et de recup ...
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Ven 22 Jan 2016 - 18:35
bob47 Ven 22 Jan 2016 - 18:35
bob47- complétement accro

- Messages : 2565
Date d'inscription : 28/10/2011

Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 28 Jan 2016 - 10:53
toutikini Jeu 28 Jan 2016 - 10:53
Je n'ai pas beaucoup avancé sur la machine , ni sur la partie informatique (le PC est toujours chez le programmeur !!
L'idée serait de pouvoir, une fois le pc récupéré, faire des branchement sur une table et faire tourner les moteurs, pour justement vérifier que les branchements sont bon. Et j'ai quelques questions:
Pour les switchs sur le driver 542A, j'ai mit
SW1: Off
SW2: Off
SW3: Off
SW4: On
SW5: Off
SW6: On
SW7: On
SW8: On
Mais j'ai des doutes, surtout sur les 4 dernier...
Autre question, mes moteur sont des Long Stepper motor - Nema 23 - 23HS9442 - 4.2A - 1.8deg/step
Ils consomment, selon mes recherches et en faisant simple, 4.2A sous 3.78 v ... soit moins de 16W
L'alim fournie avec, donne 10A à 36v soit 360W ... ce qui me parait etre suffisament large pour alimenter les 3 moteurs ... non ?? si oui, pourquoi y a t'il deux alim de fournie avec le kit ??
Si vous avez des réponses, je suis preneur, d'autant que j'aurais d'autres question
A+

toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() F6FCO Jeu 28 Jan 2016 - 14:03
F6FCO Jeu 28 Jan 2016 - 14:03
Je préfère utiliser le terme de "lot" plutôt que de "kit". Ils vendent des ensembles moteurs/drivers/alim et très souvent les alims sont sous-dimensionnées, genre une alim 36v pour des drivers pouvant supporter 50v. Les acheteurs de ces kits finissent par la suite par acheter une alim 48v pour optimiser leur machine (du vécu
L'idéal c'est d'acheter les composants séparément

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 28 Jan 2016 - 15:26
toutikini Jeu 28 Jan 2016 - 15:26
Tu conforte donc mon idée qu'une seul alim est suffisante pour les Moteur que j'ai en ma possession ...
Quand aux réglage switch ? rien de choquant pour toi ?
en Attendant, merci pour ton aide ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() stanloc Jeu 28 Jan 2016 - 17:25
stanloc Jeu 28 Jan 2016 - 17:25
F6FCO a écrit:Le gcode arrive en séquentiel, c'est à dire un ordre après l'autre, il n'y a donc qu'un axe qui tourne à la fois, même si avec la vitesse on a l'impression de les voir travailler en même temps. Donc logiquement si une alim est capable d'alimenter un axe elle est bonne pour les trois puisqu'ils ne fonctionneront jamais en même temps.
Je préfère utiliser le terme de "lot" plutôt que de "kit". Ils vendent des ensembles moteurs/drivers/alim et très souvent les alims sont sous-dimensionnées, genre une alim 36v pour des drivers pouvant supporter 50v. Les acheteurs de ces kits finissent par la suite par acheter une alim 48v pour optimiser leur machine (du vécu). Nous sommes des bricoleurs, les chinois sont des commerçants. Peut-être pour cela qu'ils ont mis deux alims dans ton lot.
L'idéal c'est d'acheter les composants séparément
Je ne suis absolument pas du même avis. Le GCODE n'est pas l'étape ultime de la commande des moteurs ; il y a un algorithme qui intervient pour faire l'interpolation linéaire et un autre pour l'interpolation circulaire si besoin. Le Gcode dit : je veux aller du point 0,0 au point 100,100 (par exemple) il faut donc faire la jonction entre ces deux points. Dans le cas présent il suffit d'envoyer des impulsions parfaitement synchronisées sur les deux moteurs pour que le tracé soit à 45° des axes X ou Y. On voit là aussi un intérêt à avoir des mm/step identiques sur les 3 axes X,Y,Z. Dans la majorité des cas l'algorithme va envoyer une impulsion à l'un des moteurs puis à l'autre ou aux deux pour que cette ligne brisée soit aussi proche que possible du segment de droite qui va du point A au point B demandés par le Gcode. C'est la raison pour laquelle une bonne résolution mécanique à fortiori des micropas donnent un fonctionnement plus fluide et un meilleur tracé. Bon il faudrait prendre bien en compte toute la chaîne de transmission pour que le tout soit cohérent. cela implique d'en savoir plus sur le fonctionnement de MACH3
Comme notre ami a DEJA ses deux alim, je lui recommande de les cabler toutes les deux.
Stan

stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 28 Jan 2016 - 18:57
toutikini Jeu 28 Jan 2016 - 18:57
Du coup tu la branche comment cette deuxième alim ?
en série?, en parallèle avec la première ?, ou avec un seul moteur dessus et les deux autres sur la premiere ?
Merci pour ta participation à mes questionnements !!
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() stanloc Jeu 28 Jan 2016 - 19:32
stanloc Jeu 28 Jan 2016 - 19:32
Stan
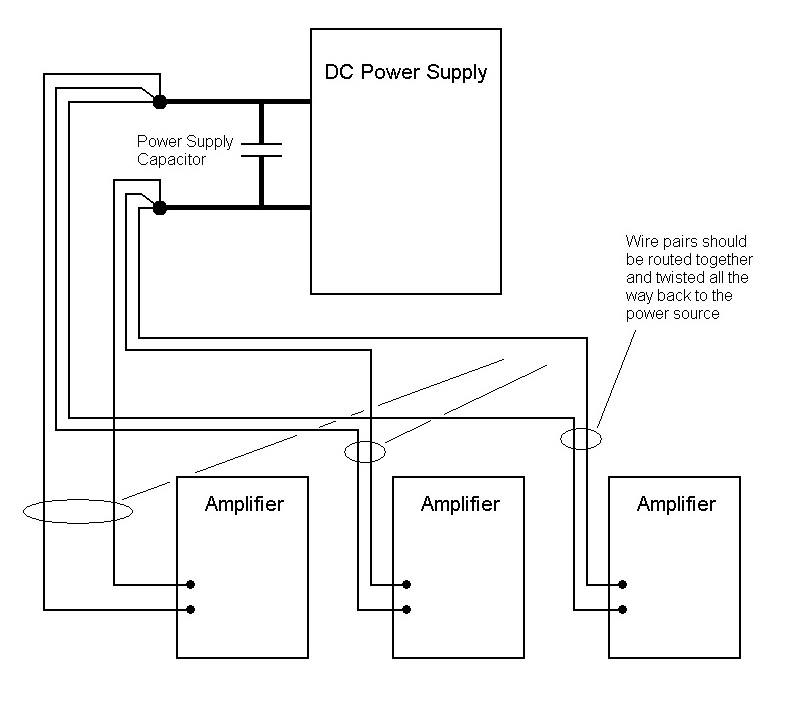
Voici comment câbler vos drivers à l'alimentation. Il est dit d'utiliser une paire torsadée pour câbler individuellement chaque driver à la sortie de l'alimentation.
Si cela intéresse certains je peux faire une copie de tout l'article en ANGLAIS. Mais à retenir aussi, que si un ou plusieurs drivers sont très éloignés de la sortie de l'alimentation il est avantageux de placer juste aux bornes de chaque driver une capa électrochimique de valeur assez élevée sur les fils d'alim.
Il est clair que certains problèmes électriques/électroniques peuvent être causés par un câblage incorrect des sous-ensembles de vos cnc.
Je l'ai déjà écrit et je le répète : donnez une très nette préférence à des paires torsadées pour câbler vos contacts et vos drivers voire chaque bobine des moteurs pas à pas plutôt qu'à des câbles blindés.
stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 28 Jan 2016 - 20:23
dh42 Jeu 28 Jan 2016 - 20:23
Voici le réglage de mes M542 pour moteurs 4.2A 3Nm, en 1/8ieme de pas (1600 pas/tour), driver de droite sur la photo.
http://www.metabricoleur.com/t11018-montage-controleur-sorotec-en-kit#214493
Sur le contrôleur, il Y a une alim 48V 6.7A (320W) d'origine, mais lorsque que les 3 axes sont sollicités ensembles de manière intensive (perçage en spirale par exemple), j'avais des pertes de pas ... le remplacement par une alim 48V 15A à résolu le pb, donc je te conseille d'utiliser les 2 alim.
en série?, en parallèle avec la première ?, ou avec un seul moteur dessus et les deux autres sur la premiere ?
une alim qui alimente la BoB et le driver de l'axe qui consomme le plus (le plus lourd), et l'autre pour alimenter les 2 drivers restants.
Elle ne sont ni en // ni en série, mais indépendantes l'une de l'autre.
Ils consomment, selon mes recherches et en faisant simple, 4.2A sous 3.78 v ... soit moins de 16W
Je pense que ce n'est pas la tension moteur qu'il faut prendre mais la tension drivers, soit 48V x 4.2A = ~200W
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Jeu 28 Jan 2016 - 21:58
toutikini Jeu 28 Jan 2016 - 21:58
je t’embête encore: j'ai bien compris que l'une des 2 alim serait bien pour la BOB et un moteur, sauf que mes alim sorte du 36v, pour le moteur c'est bon, mais la bob il lui faut 5v ... ou j'ai rien compris ...
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Jeu 28 Jan 2016 - 22:33
dh42 Jeu 28 Jan 2016 - 22:33
mais la bob il lui faut 5v ... ou j'ai rien compris ...
Ah, pas pratique ça ... donc il faut une alim 5V en plus juste pour la bob ; je sais que certaines BoB la prennent sur le PC via un cordon USB, sinon une alim 5V c'est pas cher.
J'ai acheté celle de mon smoothsteper ici, c'est une 5V 2A (pas trop encombrant, voir image)
http://www.ebay.fr/itm/151886747221?_trksid=p2060353.m2749.l2649&var=451076083316&ssPageName=STRK%3AMEBIDX%3AIT

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Ven 29 Jan 2016 - 7:10
toutikini Ven 29 Jan 2016 - 7:10
C'est bien ce qu'il me semblait. Mon idée premiere était de tirer un fil depuis l'alim du pc (un jaune, je crois, serait en 5V)
ou alors, plus simple (mais plus cher
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() dh42 Ven 29 Jan 2016 - 14:05
dh42 Ven 29 Jan 2016 - 14:05
une 5V, 3A, 15W suffirait ?
Oui, de toute façon un USB de PC ça ne délivre que 0.5A en 5V, soit 2.5W
Celle de la photo, c'est une 2A
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication CNC de recup et de recup ...
![]() ellogo67 Ven 29 Jan 2016 - 23:43
ellogo67 Ven 29 Jan 2016 - 23:43
Le fil jaune d'une alim PC délivre du 12V.
C'est sur le fil rouge que tu as du 5V.

ellogo67- acharné du forum

- Messages : 471
Points : 674
Date d'inscription : 14/04/2012
Age : 61
Localisation : Alsace
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Sam 30 Jan 2016 - 12:49
manolo66 Sam 30 Jan 2016 - 12:49
j'arrive en direct du fond pour signaler quelques points
Ça peut paraître une bonne idée de piquer du 5V sur l'alim du PC qui commande la CNC, mais ce n'est pas le cas.toutikini a écrit:bonjour,
C'est bien ce qu'il me semblait. Mon idée premiere était de tirer un fil depuis l'alim du pc (un jaune, je crois, serait en 5V)
Dans beaucoup d'alimentations, le feedback, c'est à dire le retour de la sortie de l'alim (qui permet de surveiller que l'alim fonctionne bien) est fait sur le 5v. Si le 5V s'effondre à cause d'une consommation trop importante, l'alim va réguler en augmentant la tension de découpage, ce qui va augmenter aussi le 12V dans les mêmes proportions. Et le PC risque de ne pas apprécier un 5V qui tombe et un 12V qui grimpe...
Et si la consommation sur le 5V s'arrête brutalement, le feedback va se retrouver à plus de 5V d'un coup, l'alim va réduire, le 12V va descendre et le PC va commencer à avoir des erreurs, plantages, reboot, etc. C'est très rapide (à la fréquence de découpage) mais suffisant pour poser des problèmes au PC.
C'est pour ça qu'il existe une limitation du courant de sortie à 0.5A sur les prises USB2 et 1A sur les prises USB3, et que la tension n'est pas directement distribuée depuis l'alim.
Par contre, il est tout à fait possible de récupérer une alim de PC et d'utiliser son 5V, en prenant soin de relier les masses de l'alim et du PC. Si le 5V de l'alim s'effondre, cela n'aura aucune incidence sur le PC. Et récupérer gratuitement une alim de PC n'est pas ce qu'il y a de plus difficile.
J'espère avoir été clair dans mes explications (c'est pas toujours évident d'expliquer ce qui nous parait évident).
EDIT: mauvaise citation
A+

manolo66- très actif

- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Sam 13 Fév 2016 - 21:14
toutikini Sam 13 Fév 2016 - 21:14
Voila où j'en suis
J'avais un vieux pc, dit "desktop" qui traînait dans le grenier. Après lui avoir enlevé les entrailles, je n'ai gardé que la carcasse et l'alim. Puis j'ai mit tout les machin_trucs que j'ai acheté ... et voici ce que j'obtiens :
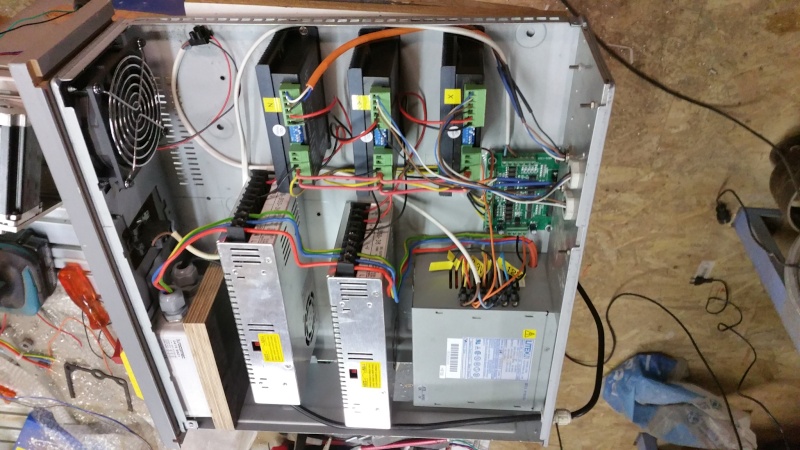
je me suis fait une nouvelle facade et j'ai branché les prises à l’arrières pour les moteurs :


et j'ai branché mes moteurs avant de courir dard dard direction la maison, pour connecter via le port //, le pc. Je lance celui-ci (pas trop loin) et avec le support de manolo66 et de son tuto, je tente de faire tourner mes moteurs ...
He ben j'y arrive pas ...
Déja, mes drivers de moteurs n'apparaissent pas dans la liste, donc je choisi autres et ... et ? bah j'ai pas les infos pour remplir les champs demandé !!
Si quelqu'un peut m'aider à cette étape !!
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 14 Fév 2016 - 10:05
toutikini Dim 14 Fév 2016 - 10:05
Je trouve ma baie bien jolie, mais ca fait pas tout ... ca marche pas !!

J'ai beau essayer et essayer encore, ... j'y arrive pas ... je suis à deux doigts de tout abandonner
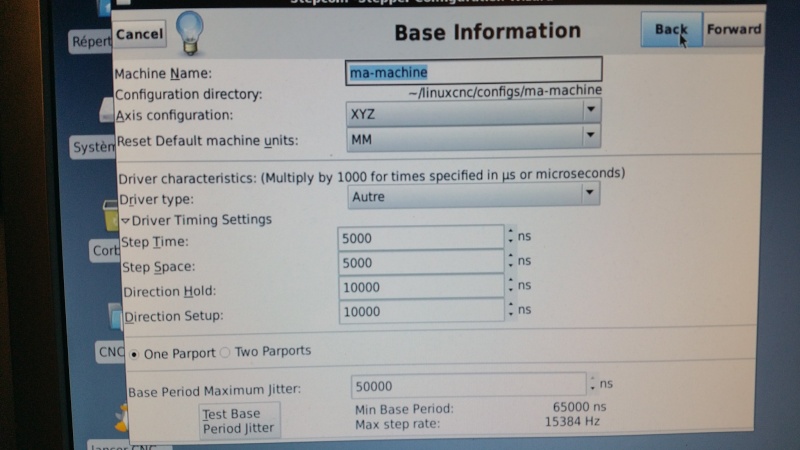
Impossible de faire tourner ces satané moteur. Je pense que cela vient des paramétrage dans stepconf de linux.
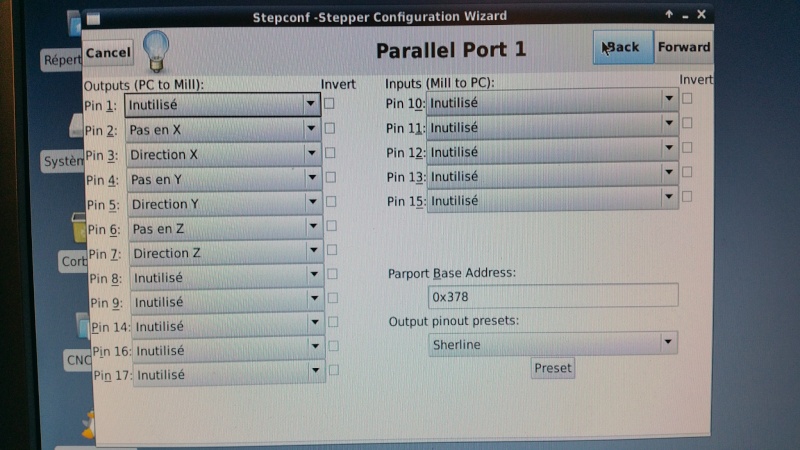
1. a un moment, il me faut "l'adresse" du partport ... je pense que c'est le port //. Impossible à trouver (je suis sous linux xcfe), je met donc 0x378, sans certitude.
2. je ne connais pas les paramètres de mes drivers DM542A du coup je mets (glané sur le net):
Step time : 2500
Step space : 2500
Direction Hold : 10000
Direction Space : 5000
.... sans certitude
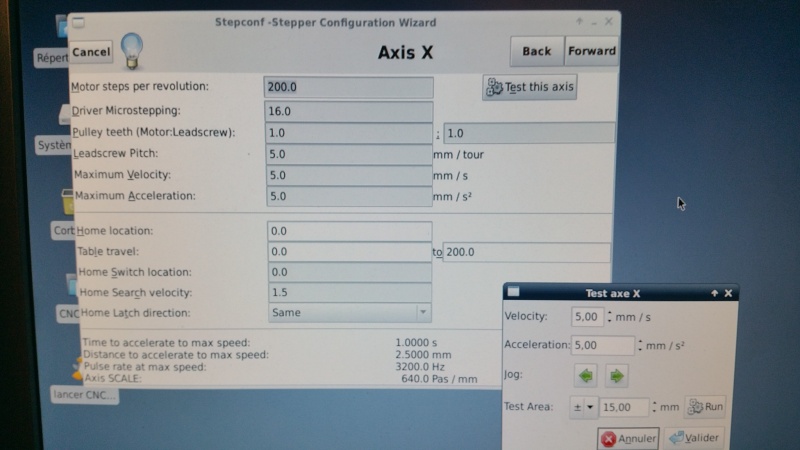
3. je ne connais pas les paramètres de mes moteurs (23HS9442 NEMA23 1.8 Deg/Step) du coup je mets (toujours grace à gogol):
Motor steps per revolution : 200.0
Driver micro stepping : 16.0
Pulley teeth : 1.0 / 1
Leadscrew pitch : 5.0
Maximun Velocity : 14.0
Maximum Axxeleration : 120.0
Quand je fait [test this Axis] ... a part un petit "dong" que j'entends ... rien ne bouge ...
Pour l'axe X, le Dir+ et Pull + du driver sont sur le +5V, le Pull- est sur la P2 de la BoB, et le Dir- sur la P3.
la led verte du driver est allumée (alimentation 36v)
Pour le moteur, sur le A+ j'ai mit le noir, le A- = vert, B+ = Rouge, B- = Bleu
Voyez-vous une évidence ?
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() bob47 Dim 14 Fév 2016 - 11:46
bob47 Dim 14 Fév 2016 - 11:46
Juste comme sa en vitesse change le câble entre le pc et la db25
Il arrive qu'ils soit ou pas croisé
BOB

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Dim 14 Fév 2016 - 11:48
manolo66 Dim 14 Fév 2016 - 11:48
Faut pas abandonner. Comme souvent, ce type d'architecture est une chaîne, et si le moindre maillon bloque, c'est l'ensemble qui ne fonctionne pas. Il suffit de trouver le problème, et on va être méthodique.toutikini a écrit:Bonjour,
Je trouve ma baie bien jolie, mais ca fait pas tout ... ca marche pas !!
J'ai beau essayer et essayer encore, ... j'y arrive pas ... je suis à deux doigts de tout abandonner
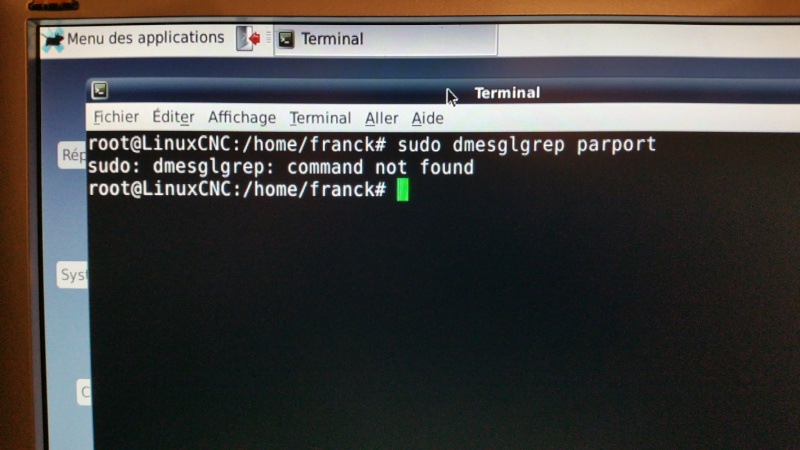
Pour connaître l'adresse, dans un terminal, tape la commande suivante: sudo dmesg|grep parporttoutikini a écrit:
Impossible de faire tourner ces satané moteur. Je pense que cela vient des paramétrage dans stepconf de linux.
1. a un moment, il me faut "l'adresse" du partport ... je pense que c'est le port //. Impossible à trouver (je suis sous linux xcfe), je met donc 0x378, sans certitude.
tu auras un résultat comme celui ci:
- Code:
[ 5.206941] parport_pc 00:0a: reported by Plug and Play ACPI
[ 5.207031] parport0: PC-style at 0x378 (0x778), irq 7 [PCSPP,TRISTATE]
[ 15.669359] lp0: using parport0 (interrupt-driven).
toutikini a écrit:
2. je ne connais pas les paramètres de mes drivers DM542A du coup je mets (glané sur le net):
Step time : 2500
Step space : 2500
Direction Hold : 10000
Direction Space : 5000
.... sans certitude
Je ne connais pas non plus ces drivers, mais quelques remarques:
- Step time et step space, ainsi que direction hold et direction setup sont égaux, à moins de configuration très particulière que je n'ai jamais encore vu (mais je ne suis pas une référence absolue)
- De mauvaises valeurs pour ces réglages entraînent des broutages ou des bruits de moteurs, mais "ça tourne" ou "ça bouge", ou on sent que ça veut
- Tout dépend des réglages des switchs sur tes drivers, mais 5000 pour step et 10000 pour direction devraient donner un résultat (du mouvement) qu'il sera temps de modifier par la suite pour obtenir le résultat optimal.
Perso, je commencerai par une vitesse plus faible que 14, genre 5 ou 6) et une accélération à la même valeur. Honnêtement, je suis hors de mon domaine de compétence sur ce coup, mais je me dis que si l'accélération est plus grande que celle possible, le moteur "laisse tomber" avant de commencer.toutikini a écrit:
3. je ne connais pas les paramètres de mes moteurs (23HS9442 NEMA23 1.8 Deg/Step) du coup je mets (toujours grace à gogol):
Motor steps per revolution : 200.0
Driver micro stepping : 16.0
Pulley teeth : 1.0 / 1
Leadscrew pitch : 5.0
Maximun Velocity : 14.0
Maximum Axxeleration : 120.0
Le reste me parait bien, 200 pas par tour correspond bien à ton moteur, les microsteps à 16 si c'est ce que tu as réglé dans tes drivers, le rapport de poulie à 1/1 si tu es en entraînement direct.
toutikini a écrit:
Quand je fait [test this Axis] ... a part un petit "dong" que j'entends ... rien ne bouge ...
Pour l'axe X, le Dir+ et Pull + du driver sont sur le +5V, le Pull- est sur la P2 de la BoB, et le Dir- sur la P3.
la led verte du driver est allumée (alimentation 36v)
Pour le moteur, sur le A+ j'ai mit le noir, le A- = vert, B+ = Rouge, B- = Bleu
Voyez-vous une évidence ?
Je vais voir de mon côté ce que je peux trouver pour t'aider.
manolo66- très actif
- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() F6FCO Dim 14 Fév 2016 - 14:39
F6FCO Dim 14 Fév 2016 - 14:39

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Dim 14 Fév 2016 - 20:55
toutikini Dim 14 Fév 2016 - 20:55
pour le cable //, c'est celui vendu avec le kit !! j'ose espérer qu'il est compatible quand même ...
pour les autres pistes, je vais tester ...
Par contre, trouver l'adresse exact (0x378, 0x318, #0800, ..) je n'ai pas reussi ...

Mais je vais bien finir par trouver ... je ne vais pas abandonner tout de suite quand même
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() junkdealer Dim 14 Fév 2016 - 21:12
junkdealer Dim 14 Fév 2016 - 21:12
toutikini a écrit:fois que j'utilise linux, c'est un pote qui me l'a installé en version xcfe, et j'ai beau gratté gogol, je ne trouve rien sur la méthode pour obtenir cette info. Ligne de commande ? moi pas connaitre
menu _>accessoires _>emulateur de terminal
ca ouvre une fenetre en generale a fond noir, avec ton nom de login suivi de ~$: ou qqch du genre
dans cette fenetre, tu saisis des commandes au clavier

junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Fabrication CNC de recup et de recup ...
![]() toutikini Lun 15 Fév 2016 - 9:39
toutikini Lun 15 Fév 2016 - 9:39
Tout d'abord, pour l'adresse partport, je pense avoir tout fais comme junkdealer à dit mais ça marche pas
Ensuite je suis parti sur l’idée que c'était 0x378 (on est d'accord que c'est un zéro et non pas un "o" le premier caractère de 0x378) et j'ai retenté avec ces réglages ...
Quand je fait tes axis ... y a rien qui se passe. Là aussi, on est d'accord qu'il y a deux choix, soit avec les flèches le moteur devrait tourner dans un sens ou dans l'autre à chaque clic, soit il devrait manœuvrer seul sur la plage programmée par aller-retour en cliquant "run" (d’ailleurs, on sais même pas si on a cliquer, le bouton ne semblant pas changer d'apparence)
A suivre
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Lun 15 Fév 2016 - 10:07
manolo66 Lun 15 Fév 2016 - 10:07
vite fait parce que je suis au boulot:
dans la commande, ce n'est pas un "l", c'est un pipe qu'on obtient avec altgr + 6 (au dessu du Y). Ca donne une barre verticale. Tu y es presque.
Essaie aussi sur les autres axes, s'il y a un problème sur X, tu bloque peut être sans le voir.
Je repasse tout à l'heure.
manolo66- très actif
- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() junkdealer Lun 15 Fév 2016 - 10:12
junkdealer Lun 15 Fév 2016 - 10:12
comme le dit manolo, c'est sudo dmesg|grep parport
un pipe | (altgraphique + 6) et pas un i
apres pour le reste, les conf cnc et cie, c'est pas mon domaine, ca sort du bete linux de base
si ca foire encore, comme je vois que tu es loggé en root, y'a des distributions qui ne connaissent pas sudo, qu'on utilise pour lancer une commande en root quand on n'est pas root justement, donc si ca marche toujours pas, tu peux essayer sans le sudo
junkdealer- complétement accro
- Messages : 3658
Points : 4239
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Lun 15 Fév 2016 - 10:16
manolo66 Lun 15 Fév 2016 - 10:16
[edit] sur cette page, il semble utiliser la même carte que toi mais avec des paramétrages différents sur les réglages du port parallèle. Vois si ça aide.
manolo66- très actif
- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Re: Fabrication CNC de recup et de recup ...
![]() manolo66 Lun 15 Fév 2016 - 12:58
manolo66 Lun 15 Fév 2016 - 12:58
purrais tu confirmer quelle carte de contrôle tu utilises ? Il y a plusieurs visuels dans tes posts précédents et je ne suis pas certain de rechercher pour la bonne carte.
manolo66- très actif
- Messages : 203
Points : 370
Date d'inscription : 09/02/2015
Age : 54
Localisation : Perpignan (66)
Page 5 sur 14 • 1, 2, 3, 4, 5, 6 ... 9 ... 14

 Sujets similaires
Sujets similaires» Recup recup
» Dans la rubrique des beaux établis
» Un maillet de recup
» ça m'aurait fait de la benne que tout cela finisse a la peine, mais maintenant, que vais-je en faireuuuh